
Page 165 - Welder - TP - Marathi
P. 165
करामराचरा क्रम (Job Sequence)
• क्दलेल्ा आकारात पाईप्स कट करणे. • स्ेसर वापरून पाईप्समधील 3 क्ममी रूट अंतर समायोक्जत (ऍडजस्ट)
• िाईल पाईप पाईप अषिाच्ा काटकोनात असेल. करण्ासाठी क्नयक्मत अंतराने 4 टलॅसि ठे वा.
• 1.5 ते 2.9 क्ममी रूट िे स राखून कडा 30 ते 35° बेव्लवर ग्ॉइंड • प्त्येक टलॅक एका की-होलने संपेल याची खात्ी करणे.
करणे. • तपासा आक्ण पाईप्स आफ्टर टलॅक्कं गमध्े असल्ाची खात्ी करणे.
• पाईपच्ा टोकांवरून बरस्य आक्ण गंज काढा. • रूट रनसाठी 3.15mmø इलेक््रोडसाठी 110 amp सेट करणे.
• 2 पाईप्स बट जॉइंट साठी तयार करणे. • पाईप न क्िरवता रूट रन सपाट ल्थितीत जमा करणे.
• पाईप्स संरेल्खत करण्ासाठी क्िक्सचर क्कं वा कोन लोखंडाचे V • कीहोल तंत्ाचा वापर करून वेल्ल्डंग रूटप्वेश(पेनेट्रेशन)सुक्नक्चित
प्ोिाइल वापरा. करते.
संिषिक किडे घरालरा. • मुळापासून स्लॅग पूण्यपणे काढू न टाका.
• मशीन ‘चालू’ करणे आक्ण टलॅक्कं ग आक्ण रूट रनसाठी 3.15 क्ममी ø • 3.15 क्ममी ø इलेक््रोड वापरून दुसरा आक्ण क्तसरा रन जमा करणे
इलेक््रोड क्नवडा आक्ण 110 amps करंट सेट करणे. म्णजेच रूट रन प्माणेच.
• सांधे स्वछि करा आक्ण तपासा.
कौिल् क्रम (Skill Sequence)
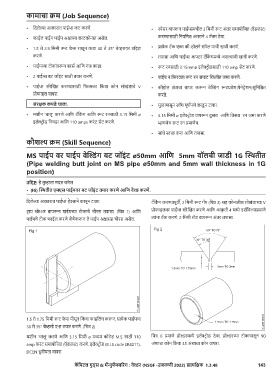
MS िराईि वि िराईि वेव्ल्डंग िट जॉइंट ø50mm आपण 5mm वॉलचटी जराडटी 1G व्थितटीत
(Pipe welding butt joint on MS pipe ø50mm and 5mm wall thickness in 1G
position)
उपदिष्: हे तुम्ाला मदत करेल
• (IG) व्थितटीत एमएस िराईिवि िट जॉइंट तयराि किणे आपण वेल्ड किणे.
क्दलेल्ा आकारात पाईप्स हेसिाने कापून टाका. टलॅक्कं ग करण्ापूववी, 2 क्ममी रूट गलॅप (क्चत् 3) सह कोनातील लोखंडाच्ा V
ट्राय स्के अर वापरून पाईपच्ा टोकाचे चौरस तपासा. (क्चत् 1) आक्ण प्ोिाइलवर पाईप्स संरेल्खत करणे आक्ण आकृ ती 4 मध्े दश्यक्वल्ाप्माणे
पाईपचे टोक िाईल करणे जेणेकरून ते पाईप अषिासह चौरस असेल. त्यांना टलॅक करणे. 2 क्ममी रॉड वापरून अंतर तपासा.
1.5 ते 1.75 क्ममी रूट िे स पीसून क्कं वा िाइक्लंग करून, प्त्येक पाईपचा
30 ते 35° बेव्लो एन्ड तयार करणे. (क्चत् 2)
मशीन ‘चालू’ करणे आक्ण 3.15 क्ममी ø मध्म कोटेड M.S साठी 110 क्चत् 6 प्माणे होल्डरमध्े इलेक््रोड ठे वा. होल्डरच्ा टोकापासून 90
amp करंट समायोक्जत (ऍडजस्ट) करणे. इलेक््रोड (B.I.S code ER4211). अंशाचा कोन क्कं वा 45 अंशाचा कोन वापरा.
DCEN ध्ुवीयता वापरा.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.48 143