
Page 162 - Welder - TP - Marathi
P. 162
करामराचरा क्रम (Job Sequence)
• जॉबचे तुकडे तयार करणे आक्ण स्वछि करणे. • डीसी मशीनच्ा बाबतीत इलेक््रोड होल्डरला पॉक्झक्टव् पोलमध्े
• टीजॉइंटच्ा दोन्ी टोकांना सपाट ल्थितीत जॉबचे तुकडे सेट करणे जोडा.
आक्ण टलॅक करणे. • रूट रन (पक्हला मणी) 3.15 क्ममी ø इलेक््रोड वापरून जोडाच्ा
मुळांमध्े खोलवर ठे वा.
करामराचे तुकडे िराहेिटील कडरांनरा टॅक किणे जेणेकरुन
सुरुवरातटीचरा िोष टराळतरा येईल. • स्लॅग काढा आक्ण 3.15 क्ममी इलेक््रोडसह दुसरा आक्ण क्तसरा रन
• काम/जॉब ओव्रहेड ल्थितीत सेट करणे आक्ण त्याची उंची समायोक्जत जमा करणे. (कौशल् माक्हतीचा संदि्य घ्ा.)
(ऍडजस्ट) करणे. • क्चमटा वापरून गरम जॉब काढा.
हेल्ेट, हँड स्टीहिज, ऍप्न इ. संिषिणरात्मक किडे घरालरा. • वेल्डमेंट्स स्वछि करणे आक्ण पृष्ठिागावरील दोषांचे क्नरीषिण करणे.
• 3.15mmø M.S. इलेक््रोड साठी 110 amps चा करंट सेट करणे.
कौिल् क्रम (Skill Sequence)
MS प्ेटवि पफलेट ‘T’ जॉइंट 10 पममटी जराड डोक्राच्रा विच्रा व्थितटीत (Fillet ‘T’ joint on
MS plate 10mm thick in over head position)
उपदिष्: हे तुम्ाला मदत करेल
• हेड िोपझिनमध्े 10 पममटी जराड एमएस प्ेटवि पफलेट ‘टटी’ जॉइंट तयराि किणे आपण वेल्ड किणे.
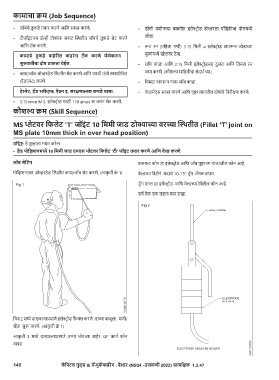
जॉि सेपटंग कामाचा कोन हा इलेक््रोड आक्ण जॉब पृष्ठिाग यांच्ातील कोन आहे.
पोक्झशनरवर ओव्रहेड ल्थितीत काम/जॉब सेट करणे. (आकृ ती क्ं 1) वेल्डच्ा क्दशेने अंदाजे 10-15° ड्रलॅग अँगल वापरा.
ड्रलॅग एं गल हा इलेक््रोड आक्ण वेल्डच्ा रेषेतील कोन आहे.
सव्य वेळ एक लहान चाप राखा.
क्चत् 2 मध्े दाखवल्ाप्माणे इलेक््रोड क्िसि करणे. डाव्ा बाजूला मणी/
बीड सुरू करणे. (आकृ ती क्ं 1)
आकृ ती 3 मध्े दाखवल्ाप्माणे उभ्ा प्ेटच्ा बाहेर 30° काय्य कोन
वापरा.
140 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.47