
Page 159 - Welder - TP - Marathi
P. 159
नंति नेहमटीच्रा िद्धतटीने ज्ोत सेट किणे:
- प्ेटपासून सुमारे 6 क्ममी अंतरावर टॉच्यने स्ॉट गरम करणे, जेणेकरून
आतील शंकू प्ेटला जवळजवळ स्श्य करतील.
- जेव्ा स्ॉट चमकदार लाल असेल, तेव्ा मेटल जवळजवळ क्वतळे पययंत
टॉच्य प्ेटच्ा वर सुमारे 13 क्ममी वर उचला आक्ण टॉच्यला र्थोडा बाजूला
वाकवा.
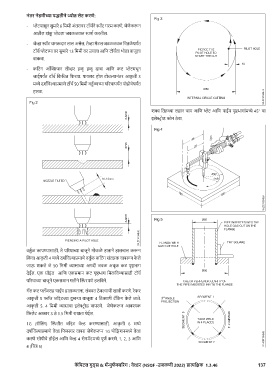
- कक्टंग ऑल्सिजन लीव्र हळू हळू दाबा आक्ण कट प्ेटमधून
जाईपययंत टॉच्य क्कं क्चत क्िरवा. पायलट होल टोचल्ानंतर आकृ ती 3
मध्े दश्यक्वल्ाप्माणे टॉच्य 50 क्ममी वतु्यळाच्ा पररघापययंत पोहोचेपययंत
हलवा.
शक्य क्ततक्या लहान चाप आक्ण प्ेट आक्ण पाईप पृष्ठिागांमध्े 45° चा
इलेक््रोड कोन ठे वा.
वतु्यळ कापण्ासाठी, ते पररघाच्ा बाजूने मोकळे हाताने हालचाल करून
क्कं वा आकृ ती 4 मध्े दश्यक्वल्ाप्माणे वतु्यळ कक्टंग संलग्नक वापरून के ले
जाऊ शकते जे 50 क्ममी व्ासाच्ा अगदी जवळ अचूक कट पृष्ठिाग
देईल. एक ग्ॉइंड आक्ण एकसमान कट पृष्ठिाग क्मळक्वण्ासाठी टॉच्य
पररघाच्ा बाजूने एकसमान गतीने ल्थिरपणे हलक्वने.
गलॅस कट फ्लॅंजसह पाईप हाताळताना, लंबवत ठे वल्ाची खात्ी करणे. रेिर
आकृ ती 5 फ्लॅंज जॉइंटच्ा दुसऱ्या बाजूला 4 क्ठकाणी टलॅक्कं ग के ले जाते.
आकृ ती 5. 4 क्ममी व्ासाचा इलेक््रोड वापरणे. जेणेकरून आवश्यक
क्िलेट आकार 3 ते 3.5 क्ममी राखता येईल.
1G (रोक्लंग) ल्थितीत जॉइंट वेल्ड करण्ासाठी, आकृ ती 6 मध्े
दश्यक्वल्ाप्माणे वेल्ड क्िक्सचर वापरा जेणेकरून 1G पोक्झशनमध्े वेल्ड
करणे सोयीचे होईल आक्ण वेल्ड 4 सेगमेंटमध्े पूण्य करणे. 1, 2, 3 आक्ण
4 (क्चत् 5)
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.46 137