
Page 328 - Fitter - 1st Year - TP - Marathi
P. 328
जॉब क्रम (Job sequence)
• कच्ा माल त्ाच्ा आकारासाठी तपासा. • शत्रज्ा 3 शममी , ∅25 शममी x रुं दी 30 शममी एन्ड फे स ये्थे तयार करा
• चकच्ा बािेर सुमारे 75 शममी ठे वून 3 जबड्ाच्ा चकमध्ये जॉब • तीन जबड्ाच्ा चकच्ा आत ∅30 शममी x रुं दी 32 शममी, चकच्ा
धरा. बािेर सुमारे 40 शममी लांबी ठे वा आशण जॉब ररव्स्न करा आशण धरा
• टू ल योग्य मध्यभागी िाइट वर सेट करा. आशण जॉब ट् रू करा.
• योग्य स्स्पंडल R.P.M शनवडा आशण सेट करा. • ∅45 शममी x 40 शममी लांबीत टन्न .
• प्र्थम एका बाजूला फे स करा आशण आऊटसाईड व्यासाकडे टन्न • 2 शममी रुं दीचे पाशटिंग टू ल योग्य मध्यभागी िाइट वर सेट करा
∅45 शम.मी.जास्तीत जास्त संभाव्य लांबीसाठी • ये्थे प्ंज कट पद्धत वापरून जॉबचे भाग करा शेवटच्ा फे स पासून
• जॉब डरि ॉइंगमध्ये दाखवल्ाप्रमाणे ∅30 शममी x 32 शममी लांबीत टन्न ∅45 शममी x रुं दी 8 शममी.
• ∅25 शममी x 30 शममी लांबीत टन्न . • दुस-या टोकाला एकू ण 92 शममी लांबीचे फे स द्ा.
• अंडर कट टू ल, शत्रज्ा टू ल, योग्य मध्यभागी िाइट वर सेट करा आशण • चेम्फररंग टू ल योग्य मध्यभागी िाइट वर सेट करा.
ते कडकपणे धरा. • चेंफर करा ∅45 शममी कॉन्नर ते 3x45°.
• 2 शममी खोली x 2 शममी रुं दीचा 30 शममी आशण शेवटच्ा बाजूपासून • तीक्षण एज काढा.
62 शममी चौरस ग्ूव्ड तयार करा.
• पररमाण तपासा.
कौशल् क्रम (Skill sequence)
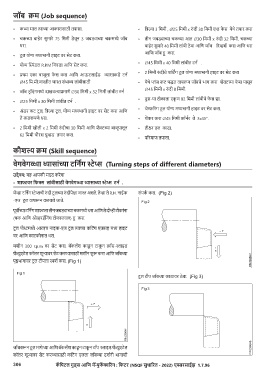
वेगवेगळ्ा व्ासांच्ा टप्नििंग स्टेप्स (Turning steps of different diameters)
उदिेश्य: यि आपकी मदद करेगा
• शाफ्टवि पफक्स लांबीसाठी वेगवेगळ्ा व्ासाच्ा स्टेप्स ट्नि्क .
जेव्ा टशनिंग स्ेप्सची रुं दी टू लच्ा रुं दीपेक्षा जास्त असते, तेव्ा ते R.H. नाईफ संपक्न करा. (Fig 2)
-एज टू ल वापरून वळवले जाते.
पूववीच्ा टशनिंग शाफ्टला तीन जबड्ाच्ा चकमध्ये धरा आशण ते दोन्ी टोकांना
(चक आशण ओव्रिँशगंग टोकाजवळ) ट् रू करा.
टू ल पोस्मध्ये आरएच नाइफ-एज टू ल त्ाच्ा कशटंग एजसि मध्य िाइट
वर आशण काटकोनात धरा.
मशीन 300 r.p.m वर सेट करा. बॅकलॅश काढू न टाकू न क्रॉस-स्ाइड
ग्ॅज्ुएटेड कॉलर शून्यावर सेट करण्ासाठी मशीन सुरू करा आशण जॉबच्ा
पृष्ठभागावर टू ल टीपला स्पश्न करा. (Fig 1)
टू ल टीप जॉबच्ा काठावर ठे वा. (Fig 3)
जॉबवरून टू ल मागे घ्ा आशण बॅकलॅश काढू न टाकू न टॉप स्ाइड ग्ॅज्ुएटेड
कॉलर शून्यावर सेट करण्ासाठी कशटंग एजला जॉबच्ा दश्ननी भागाशी
306 कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.7.96