
Page 332 - Fitter - 1st Year - TP - Marathi
P. 332
कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग (C G & M) एक्सिसाईझ 1.7.97
पफटि (Fitter) - टप्नििंग
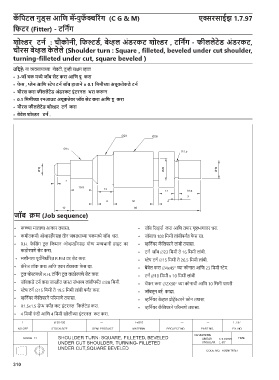
शोल्डि ट्नि्क : चौको्निी, पफल्टड्क, बेव्हल अंडिकट शोल्डि , टप्नििंग - फीललेटेड अंडिकट,
चौिस बेव्हल के लेले (Shoulder turn : Square , filleted, beveled under cut shoulder,
turning-filleted under cut, square beveled )
उपदिष्े: या व्यवसायाच्ा शेवटी, तुम्ी सक्षम व्ाल
• 3-जॉ चक मध्े जॉब सेट किा आपि ट्रू किा
• फे स , प्े्नि आपि स्टेि ट्नि्क जॉब हाता्निे ± 0.1 पममीच्ा अचूकतेकडे ट्नि्क
• चौिस किा फीललेटेड अंडिकट इंटि्निल भिा करू्नि
• 0.1 पममीच्ा ि्निआउट अचूकतेवि जॉब सेट किा आपि ट्रू किा
• चौिस फीललेटेड शोल्डि ट्नि्क किा
• बेवेल शोल्डि ट्नि्क .
जॉब क्रम (Job sequence)
• कच्च्ा मालाचा आकार तपासा. • जॉब ररव्स्न करा आशण तयार पृष्ठभागावर धरा.
• कमीतकमी ओव्रिॅंगसि तीन जबड्ाच्ा चकमध्ये जॉब धरा. • जॉबला 108 शममी लांबीपयिंत फे स द्ा.
• R.H. फे शसंग टू ल शकमान ओव्रिॅंगसि योग्य मध्यभागी िाइट वर • व्शन्नयर कॅ शलपरने लांबी तपासा.
कठोरपणे सेट करा. • टन्न जॉब ∅23 शममी ते 16 शममी लांबी.
• मशीनला पूव्नशनधा्नररत R.P.M वर सेट करा. • स्ेप टन्न ∅15 शममी ते 26.5 शममी लांबी.
• कॅ रेज लॉक करा आशण एका टोकाला फे स द्ा. • बेवेल करा ∅4x45° च्ा कोनात आशण 23 शममी स्ेप.
• टू ल पोस्मध्ये R.H. टशनिंग टू ल कठोरपणे सेट करा. • टन्न ∅10 शममी x 10 शममी लांबी
• जॉबकडे टन्न करा जास्तीत जास्त संभाव्य लांबीपयिंत ∅28 शममी. • चेंफर करा ∅2X30° च्ा कोनाची आशण 10 शममी पायरी
• स्ेप टन्न ∅15 शममी ते 19.5 शममी लांबी पयिंत करा. • जॉबतून बर््न काढा.
• व्शन्नयर कॅ शलपरने पररमाणे तपासा. • व्शन्नयर बेव्ल प्रोटरिॅक्टरने कोन तपासा.
• R1.5x1.5 डेप््थ पयिंत कट इंटरनल शफलेटेड करा. • व्शन्नयर कॅ शलपरने पररमाणे तपासा.
• 4 शममी रुं दी आशण 4 शममी खोलीच्ा इंटरनल कट करा.
310