
Page 329 - Fitter - 1st Year - TP - Marathi
P. 329
स्ेप्स िळू िळू वळण्ासाठी कटची खोली द्ा. (Fig 4)
वरच्ा स्ाइड िँड व्ीलला शफरवून टू लला अक्षीयपणे आवश्यक लांबीपयिंत
वाढवा. (आवश्यक लांबी गाठे पयिंत वरच्ा स्ाइड िँड व्ीलचे शफरणे सतत
आशण एकसमान असावे).
प्रत्ेक कटसाठी कटची खोली जास्तीत जास्त 3 शममी पयिंत मया्नशदत करा.
आवश्यक व्यास गाठे पयिंत कटची खोली पुन्ा करा.
कॅ रेज बंद स्स््थतीत ठे वा.
कॉ्नि्कि तयाि कििािे टू ल (Corner forming tool)
उदिेश्य: यि आपकी मदद करेगा
• कॉ्नि्कि फॉपमिंग टू ल बािीक किा.
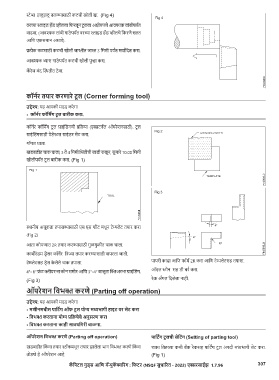
कॉन्नर फॉशमिंग टू ल ग्ाइंशडंगची प्रशक्रया (एक्सटन्नल ऑपरेशनसाठी). टू ल
ग्ाइंशडंगसाठी पेडेस्ल ग्ाइंडर सेट करा.
गॉगल घाला.
खडबडीत चाक घाला, 3 ते 4 शममी शभंतीची जाडी राखून, सुमारे 10.00 शममी
खोलीपयिंत टू ल बारीक करा. (Fig 1)
स््थानीय अचूकता तपासण्ासाठी एम एस शीट मधून टेम्पलेट तयार करा
(Fig 2)
आता कोपऱ्यात 2R तयार करण्ासाठी गुळगुळीत चाक घाला.
काबबोरंडम डरिेसर कॉन्नर शत्रज्ा तयार करण्ासाठी वापरला जातो.
टेम्प्ेटसि डरिेस के लेले चाक तपासा. पायरी काढा आशण फॉम्न 2R करा आशण टेम्पलेटसि तपासा.
4°- 6° फ्ं ट क्ीयरन्स कोन समोर आशण 3°-4° बाजूला स्क्अरन्स ग्ाइंशडंग. ऑइल स्ोन सि डी बर्न करा.
(Fig 3) रेक अँगल शदलेला नािी.
ऑििेश्नि पवभक् कििे (Parting off operation)
उदिेश्य: यि आपकी मदद करेगा
• मशी्निमधील िापटिंग ऑफ टू ल योग्य मध्भागी हाइट वि सेट किा
• पवभक् किता्निा योग्य प्रपक्रयेचे अ्निुसिि किा
• पवभक् किता्निा काही सावधपगिी बाळगा.
ऑििेश्नि पवभक् कििे (Parting off operation) िापटिंग टू लची सेपटंग (Setting of parting tool)
खडबडीत शकं वा तयार स्ॉकमधून तयार झालेला भाग शवभक्त करणे शकं वा शक्य शततक्या कमी बॅक रेकसि पाशटिंग टू ल अगदी मध्यभागी सेट करा.
तोडणे िे ऑपरेशन आिे. (Fig 1)
307
कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.7.96