
Page 330 - Fitter - 1st Year - TP - Marathi
P. 330
स्स्पंडलची गती वळण्ासाठी अध्य्न गतीवर सेट करा.
कॅ रेज िलवा जेणेकरुन ब्ेडची उजवी बाजू शज्थे जॉब कापायचे आिे त्ा
शठकाणी असेल. (Fig 4)
पाशटिंग ऑफ टू ल ऍडजेस् करा जेणेकरून ते टू ल-िोल्डरकडू न ले्थ सुरू करा आशण क्रॉस-स्ाइड िँडल वापरून टू लला सतत कामात
स्क्अरन्ससाठी जॉबच्ा अध्य्न व्यासासि सुमारे 3 शममी वाढवेल (Fig 2)
फीड करा.
जोपयिंत भाग तोडला जात नािी तोपयिंत टू लला कामात फीड करणे सुरू ठे वा.
जि कपटंग टू ल खूि जास्त असेल ति ते वक्क िीसमधू्नि कािले
जािाि ्निाही. जि ते खूि कमी असेल, ति जॉब वाकले जाऊ सावधपगिी Precautions
शकते आपि कपटंग टू ल खिाब होऊ शकते. काम चक जबड्ांमधून बािेर पडले पाशिजे, चक जबड्ाच्ा शक्य शततक्या
जवळ कट करण्ास परवानगी देण्ासाठी पुरेसे आिे.
काम नेिमी चक शकं वा कोलेटमध्ये सुरशक्षतपणे ठे वले पाशिजे.
जि वक्क िीस मध्भागी ठे वली असेल, ति ती वाकते पकं वा तुटते
आपि पवभक् होता्निा लेथमधू्नि उडते. । (Fig 5)
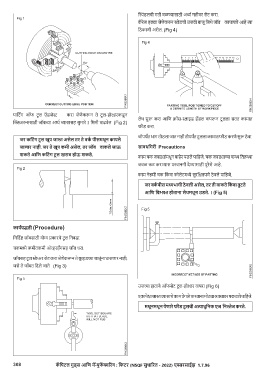
काय्किद्धती (Procedure)
शनशद्नष्ट जॉबसाठी योग्य प्रकारचे टू ल शनवडा.
चकमध्ये कमीतकमी ओव्रिॅंगसि जॉब धरा.
जॉबसि टू ल स्के अर सेट करा जेणेकरून ते ग्ूव्डच्ा बाजूंना घासणार नािी,
जसे ते जॉबत शदले जाते (Fig 3)
उजव्या िाताने ऑफसेट टू ल-िोल्डर वापरा (Fig 6)
एकापेक्षा जास्त व्यासाचे काम वेगळे करताना मोठ्ा व्यासावर पकडले पाशिजे.
मधू्निमधू्नि येिािे फीड टू लची अत्याधुप्निक एज प्निस्तेज किते.
308 कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.7.96