
Page 323 - Fitter - 1st Year - TP - Marathi
P. 323
कौशल् क्रम (Skill sequence)
िफ टप्नििंग टू ल ग्ाइंपडंग (Rough turning tool grinding)
उपदिष्े: या व्यवसायाच्ा शेवटी, तुम्ी सक्षम व्ाल
• िफ टप्नििंग टू ल पवपवध को्निातू्नि बािीक किा.
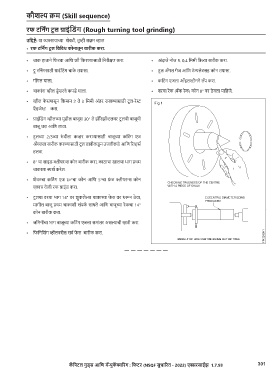
• चाक िाताने शफरवा आशण फ्ी शफरण्ासाठी शनरीक्षण करा. • अंदाजे नोज R. 0.4 शममी शत्रज्ा बारीक करा.
• ट् रू रशनंगसाठी ग्ाइंशडंग चाके तपासा. • टू ल अँगल गेज आशण टेम्पलेटसि कोन तपासा.
• गॉगल घाला. • कशटंग एजला ऑइलस्ोनने लॅप करा.
• चाकांना व्ील डरिेसरने कपडे घाला. • वरचा रेक (बॅक रेक) कोन 0° वर ठे वला पाशिजे.
• व्ील फे सपासून शकमान 2 ते 3 शममी अंतर राखण्ासाठी टू ल-रेस्
ऍडजेस् करा.
• ग्ाइंशडंग व्ीलच्ा पुढील बाजूस 30° ते िॉररझॉन्टलवर टू लची बाजूची
बाजू धरा आशण लावा.
• टू लच्ा 2/3व्या रुं दीला कव्र करण्ासाठी बाजूच्ा कशटंग एज
अँगलला बारीक करण्ासाठी टू ल डावीकडू न उजवीकडे आशण ररव्स्न
िलवा.
• 8° चा साइड क्ीयरन्स कोन बारीक करा, काठाचा खालचा भाग प्र्थम
चाकाला स्पश्न करेल.
• शेवटचा कशटंग एज ३०°चा कोन आशण 5°चा फ्ं ट क्ीयरन्स कोन
एकाच वेळी रफ ग्ाइंड करा.
• टू लचा वरचा भाग 14° वर झुकलेल्ा चाकाच्ा फे स वर धरून ठे वा,
मागील बाजू प्र्थम चाकाशी संपक्न साधते आशण बाजूच्ा रेकचा 14°
कोन बारीक करा.
• जशमनीचा भाग बाजूच्ा कशटंग एजला समांतर असल्ाची खात्री करा.
• शफशनशशंग व्ीलवरील सव्न फे स बारीक करा.
301
कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.7.93