
Page 90 - Welder(Pipe) - TP - Hindi
P. 90
काय का म (Job Sequence)
• ड ाइंग के अनुसार जॉब ेट तैयार कर । • यिद आव कता हो तो ट के भाग को िघसकर उसका मुख तैयार
• ेटों के जुड़ने वाले िकनारों और सतहों को साफ कर । कर ल ।
• एक एं गल आयरन िजग का उपयोग करके ेट्स को 2.5 mm के ट • 4mm ø मीिडयम कोटेड M.S इले ोड के िलए वे ंग करंट 160
गैप के साथ एक ओपन कॉन र जॉइंट के प म सेट कर । amps सेट कर ।
• यिद DC जनरेटर का उपयोग िकया जाता है, तो DCEN ुवीयता का
• एक म वत परत जमा कर यानी 4mmø इले ोड का उपयोग करके
चयन कर ।
थोड़ी सी वेव गित के साथ ट रन पर दूसरा रन कर ।
• ø 3.15 mm म म कोटेड MS इले ोड और जोड़ के अंदर 100-
110 amps करंट का उपयोग करके दोनों िसरों पर जॉइ को जोड़ • म वत परत को अ ी तरह से साफ कर और दोषों का िनरी ण
ल । कर । यिद कोई दोष हो तो उसे सुधार ।
• सुिनि त कर िक सुर ा प रधान पहने जा रहे ह । िवकृ ित को िनयंि त • दू सरी परत के िलए उपयोग की जाने वाली समान करंट सेिटंग,
करने के िलए एक उिचत िविध का योग कर । इले ोड और वेव गित का उपयोग करके अंितम परत को वे
• टैक को साफ कर , संरेखण की जांच कर और यिद आव क हो तो आकार म जमा कर ।
जॉइ को रीसेट कर । • िनरी ण के िलए अंितम परत को साफ कर ।
• जोड़ को वे ंग टेबल पर ैट पोजीशन म सेट कर ।
• कॉन र िफलेट वे का िनरी ण कर :
• िडपॉिजट ट जोड़ म एक कीहोल बनाकर चलता है और पूण बीड ा
करता है। - एक समान और सही सु ढीकरण सुिनि त कर
• ट को िड ैग और साफ कर और ट पेिनट ेशन का िनरी ण कर । - यह सुिनि त करने के िलए िक वे फे स पोरोिसटी, ैग इन ूजन,
अनिफ े टर, ओवरलैप और ेट के िकनारे िपघले ए/अपया
सुिनि त कर िक बीड का ाउन ऊं चाई म 1.6 mm से
गले की मोटाई से मु है।
अिधक नहीं है।
कौशल म (Skill Sequence)
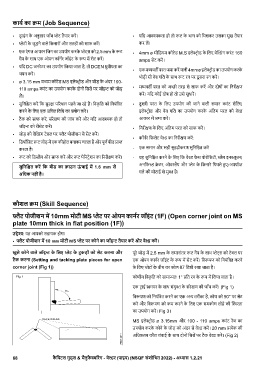
ैट पोजीशन म 10mm मोटी MS ेट पर ओपन कान र जॉइंट (1F) (Open corner joint on MS
plate 10mm thick in flat position (1F))
उ े : यह आपको सहायक होगा
• ैट पोजीशन म 10 mm मोटी MS ेट पर कोने का जॉइ तैयार कर और वे कर ।
खुले कोने वाले जॉइ के िलए ेट के टुकड़ों को सेट करना और पूरे जोड़ म 2.5 mm के समानांतर ट गैप के साथ ेट्स को टेबल पर
टैक करना (Setting and tacking plate pieces for open एक ओपन कान र जॉइंट के प म सेट कर । िव पण को िनयंि त करने
corner joint (Fig 1)) के िलए ेटों के बीच का कोण 87 िड ी रखा जाता है।
कोणीय िवकृ ित को सामा तः 1° ित रन के प म िलया जाता है।
एक ट ाई ायर के साथ संयु के संरेखण की जाँच कर । (Fig 1)
िव पण को िनयंि त करने का एक अ तरीका है, कोण को 90° पर सेट
कर और िव पण को कम करने के िलए एक समकोण लोहे की रता
का उपयोग कर । Fig 3।
MS इले ोड ø 3.15mm और 100 - 110 amps करंट र ज का
उपयोग करके कोने के जोड़ को अंदर से वे कर । 20 mm ेक की
अिधकतम कील लंबाई के साथ दोनों िसरों पर टैक वे कर । (Fig 2)
68 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.21