
Page 94 - Welder(Pipe) - TP - Hindi
P. 94
काय का म (Job Sequence)
• ड ाइंग के अनुसार जॉब तैयार कर और िकनारों को साफ कर । • ोपाइप और (3mm ø) िफलर रॉड के सही कोण के साथ ले वड
तकनीक का उपयोग करते ए वे ंग शु कर ।
• लैप ाइंट बनाने के िलए जॉब को वे ंग टेबल पर सेट कर ।
• सही ट ूजन और रीइ ोस म ट ा करने के िलए िकनारों को
• गैस वे ंग संयं ािपत कर , नोजल सं ा 5 को िफ कर और समान प से िफलर मेटल िमलाएं और बाईं ओर आगे बढ़ । गोद के
दोनों गैसों के िलए 0.15 िक ा/सेमी का दबाव िनधा रत कर ।
जोड़ म शीष सद पर ेम को क ि त न कर ।
• टैिकं ग के िलए C.C.M.S. िफलर रॉड 1.6 mm ø और वे ंग के • समान वे बीड बनाने के िलए ट ेवल की सही गित बनाए रख ,
िलए 3.00 mm ø का चयन कर । ोपाइप और िफलर रॉड म मैिनपुलेट कर ।
सुर ा प रधान पहन और गैस वे ंग गॉग का उपयोग कर (Wear • ग ा भरने के बाद बाएं छोर पर क और वे पूरा कर ।
safety apparels and use gas welding goggles.) • ेम को बुझाएं , नोजल को पानी म ठं डा कर और ोपाइप को
िसल डर ट ॉली पर उसके ान पर रख ।
• ूट ल ेम सेट कर ।
• वे ेड जोड़ को वायर श से साफ कर ।
• 1.6 mm ø िफलर रॉड का उपयोग करके टुकड़ों को दोनों िसरों पर
और बीच म भी लगाएं । िनरी ण (Visual inspection): िफलेट वे के सही आकार,
मामूली उ लता, समान चौड़ाई और ऊं चाई, ेट के िकनारे के िबना समान
• टुकड़ों के संरेखण की जांच कर , टैक को साफ कर , और वे ंग टेबल तरंग दोष और अ सतह दोषों का िनरी ण कर ।
पर ैट पोजीशन म रख ।
दू सरी ओर से भी इसी ेप का पालन करते ए जॉब को वे कर ।
अ े प रणाम िमलने तक अ ास को दोहराएं ।
कौशल म (Skill Sequence)
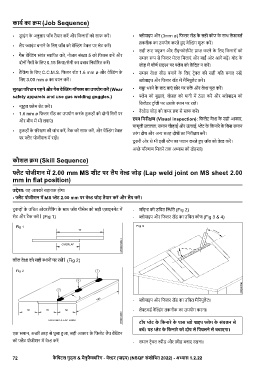
ैट पोजीशन म 2.00 mm MS शीट पर लैप वे जोड़ (Lap weld joint on MS sheet 2.00
mm in flat position)
उ े : यह आपको सहायक होगा
• ैट पोजीशन म MS ेट 2.00 mm पर वे जोड़ तैयार कर और लैप कर ।
टुकड़ों के उिचत ओवरलैिपंग के साथ जॉब पीसेस को सही एलाइनम ट म - जॉइ की उिचत ित (Fig 2)
सेट और टैक कर । (Fig 1) - ोपाइप और िफलर रॉड का उिचत कोण (Fig 3 & 4)
कील वे को सही ानों पर रख । (Fig 2)
- ोपाइप और िफलर रॉड का उिचत मैिनपुलेट।
- ले वड वे ंग तकनीक का उपयोग करना।
टॉप ेट के िकनारे के पास ो पाइप ेम के संचलन से
बच । यह ेट के िकनारे को दोष से िपघलने से बचाएगा।
एक समान, अ ी तरह से घुसा आ, सही आकार के िफलेट लैप वे न
को ैट पोजीशन म वे कर - समान ट ेवल ीड और फ़ीड बनाए रखना।
72 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.22