
Page 91 - Welder(Pipe) - TP - Hindi
P. 91
- पूरी बीड सुिनि त करने के िलए कील वे के वे े टर के पास एक
कीहोल बनाना। Fig 5
- सीधे बीिडंग के िलए उपयोग की जाने वाली गित के समान ट ेवल ीड
बनाए रखना। ट रन को अ ी तरह से साफ कर और बीड का
िनरी ण कर ।
सुिनि त कर िक कोई ैग कण ट रन पर पालन नहीं कर रहे ह ।
ेक रन म ग ा ठीक से भरा जाना है।
सुिनि त कर िक जुड़ने वाले िकनारे पूरी तरह से साफ ह और
सुर ा प रधान पहने ए ह ।
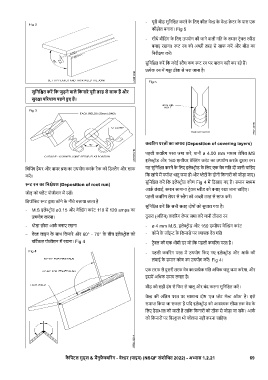
कव रंग परतों का जमाव (Deposition of covering layers)
पहली कव रंग परत जमा कर , यानी ø 4.00 mm म म लेिपत MS
इले ोड और 160 ए ीयर वे ंग करंट का उपयोग करके दूसरा रन।
िचिपंग हैमर और वायर श का उपयोग करके टैक को िड ैग और साफ यह सुिनि त करने के िलए इले ोड के िलए एक वेव गित दी जानी चािहए
कर । िक खांचे म पया धातु जमा हो और ेटों के दोनों िकनारों को जोड़ा जाए।
सुिनि त कर िक इले ोड कोण Fig 4 म िदखाए गए ह । समान म म
ट रन का िन ेपण (Deposition of root run)
आक लंबाई, समान सामा ट ेवल ीड को बनाए रखा जाना चािहए।
जोड़ को ैट पोजीशन म रख ।
पहली कव रंग लेयर से ैग को अ ी तरह से साफ कर ।
िडपॉिजट ट ारा कोने के नीचे चलाया जाता है
सुिनि त कर िक सभी सतह दोषों को सुधारा गया है।
- M.S इले ोड ø3.15 और वे ंग करंट 110 से 120 amps का
उपयोग करना। दू सरा (अंितम) कव रंग लेयर जमा कर यानी तीसरा रन:
- थोड़ा छोटा आक बनाए रखना - ø 4 mm M.S. इले ोड और 160 ए ीयर वे ंग करंट
– वे लाइन के साथ िकनारे और 60° - 70° के बीच इले ोड को - कोने के जॉइ के िकनारों पर ापक वेव गित
विट कल पोजीशन म रखना। Fig 4 - ट ेवल की एक धीमी दर जो िक पहली कव रंग परत है।
- पहली कव रंग परत म उपयोग िकए गए इले ोड और आक की
लंबाई के समान कोण का उपयोग कर । Fig 4।
एक तरफ से दू सरी तरफ वेव का ेक गित अिधक धातु जमा करेगा, और
इसम अिधक समय लगता है।
बीड को सही ढंग से िफर से चालू और बंद करना सुिनि त कर ।
वे की अंितम परत पर सामा दोष ‘एज ेट मे ऑफ’ है। इसे
समा िकया जा सकता है यिद इले ोड को आव क सीमा तक वेव के
िलए देखभाल की जाती है तािक िकनारों को ठीक से जोड़ा जा सके । आक
को िकनारों पर िब ु ल भी फोकस नहीं करना चािहए।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.21 69