
Page 87 - Welder(Pipe) - TP - Hindi
P. 87
काय का म (Job Sequence)
• ड ाइंग के अनुसार जॉब पीस तैयार कर । • वे िकए जाने वाले े को यूज़ कर (अथा त ैितज शीट और ऊ ा धर
• वे की जाने वाली शीट की सतह और िकनारों को साफ कर । शीट का समान भाग) और जोड़ पर िफ़लेट वे बनाने के िलए मो ेन
• वे ंग टेबल पर शीट्स को ‘T’ ाइंट के प म सेट कर । पूल म िफ़लर रॉड लगाएँ ।
• सुर ा प रधान और गैस वे ंग गॉग पहन । • सही ट ेवल ीड बनाए रख , एक समान वे बीड बनाने के िलए ोपाइप
• गैस वे ंग संयं ािपत कर , नोजल सं ा 5 को िफ कर और दोनों और िफलर रॉड म मैिनपुलेट कर ।
गैसों के िलए 0.15 िक ा/सेमी पर दबाव िनधा रत कर । • वे के अंत म ग ा भरने के बाद जोड़ के बाएं छोर पर वे को रोक ।
• ूट ल ेम सेट कर , जॉइंट के दोनों िसरों को भी क म 1.6 mm • आंच बुझाएं , नोज़ल को ठं डा कर और ोपाइप को उसके ान पर रख ।
C.C.M.S रॉड से टैक कर । • वे को साफ कर और िफलेट वे म दोषों का िनरी ण कर ।
• एक ट ाइ े यर से जोड़ के एलाइनम ट की जांच कर और टैक पोरशन को िनरी ण (Visual inspection)
साफ कर । • मामूली उ लता, एकसमान चौड़ाई, एकसमान तरंगे एक अ े वे
• जॉब को वे ंग टेबल पर ैट पोजीशन म रख । बीड का संके त देती ह । अंडरकट, ओवरलैप, सरं ता आिद के िबना
• ले वड तकनीक से वे ंग शु कर और जोड़ के दािहने हाथ के िसरे एक वे एक अ ी गुणव ा वाले वे को सुिनि त करेगा।
को िपघलाएं । • अिधक अ ास के िलए जोड़ के दू सरी तरफ वे कर ।
कौशल म (Skill Sequence)
ैट पोजीशन म 2.00 mm मोटी MS शीट पर िफलेट वे ‘T’ ाइंट (Fillet weld ‘T’ joint on
MS sheet 2.00mm in flat position)
उ े : यह आपको सहायक होगा
• ैट पोजीशन म MS 2.00 mm पर ‘T’ ाइंट तैयार कर और िफ़लेट कर ।
‘T’ िफलेट जोड़ों का उ ोग म बड़े पैमाने पर उपयोग िकया जाता है, जैसे सुिनि त कर िक लंबवत टुकड़ा संयु के अंतराल के िबना ैितज टुकड़े
िक अंडर े म का िनमा ण, तेल और पानी के कं टेनरों के िलए लंबवत सपोट के लंबवत है।
और अ समान संरचना क काय । लंबवतता के िलए एक ट ाई ायर के साथ जांच ।
यह ब त कम िकनारे की तैयारी के साथ एक इकोनोिमकल जॉइंट है
लेिकन दोष के िबना वे करना मु ल है (यानी असमान पैर की लंबाई, जॉइ के एक तरफ दोनों िसरों पर जोड़ को टैक वे कर (Fig 2)।
अंडरकट इ ािद) जब तक ऑपरेटर उिचत अ ास न करे।
ट पेिनट ेशन पूरी तरह से ा िकया जाना चािहए और अंडरकट से बचा
जाना चािहए।
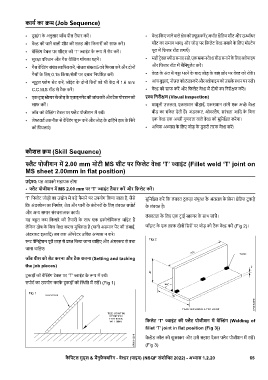
जॉब पीस को सेट करना और टैक करना (Setting and tacking
the job pieces)
टुकड़ों को वे ंग टेबल पर ‘T’ ाइंट के प म रख ।
सपोट का उपयोग करके टुकड़ों को ित म रख । (Fig 1)
िफलेट ‘T’ ाइंट की ैट पोजीशन म वे ंग (Welding of
fillet ‘T’ joint in flat position (Fig 3))
वे ेड कील को झुकाकर और उसे सहारा देकर ैट पोजीशन म रख ।
(Fig 3)
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.20 65