
Page 82 - Welder(Pipe) - TP - Hindi
P. 82
काय का म (Job Sequence)
• ेट के टुकड़ों को ड ाइंग के अनुसार गैस किटंग से काट । • ैग को हैमर से िनकाल और वायर श से साफ कर ।
• गैस कटे िकनारों को चौकोर िघस ल । • जॉब पकड़ने के िलए िचमटे का योग कर ।
• िघसने वाली अित र धातु को हटा द और सतहों को वायर श से • आंखों की सुर ा के िलए िचिपंग गॉगल पहन ।
साफ कर ।
• 150-160 ए वे ंग करंट के साथ 4.00 mm ास के म म
• ड ाइंग के अनुसार टुकड़ों को लैप जॉइंट के प म सेट कर । लेिपत MS इले ोड का उपयोग करके वेव गित के साथ अंितम
• DC मशीन के मामले म , DCEN पोले रटी चुन । कव रंग रन जमा कर
सुर ा क कपड़े पहन । ेट के ऊपरी िकनारे को िपघलने से रोक ।
• दोनों िसरों पर टैक-वे कर ।
• ैग को अंितम वे से िनकाल और अ ी तरह से साफ कर ।
• लैप जॉइंट को ैट पोजीशन म सेट कर ।
िफलेट के आकार की जांच करने के िलए वे गेज का
• िडपॉिजट ट 100-110 ए यर करंट के साथ 3.15 mm ास के
उपयोग कर ।
म म लेिपत MS इले ोड का उपयोग करके चलाया जाता है
िफलेट कोने के साथ 45° का इले ोड कोण और वे ंग • सतह दोष और आकार के िलए लैप िफलेट वे का िनरी ण कर ।
लाइन के साथ 80° सुिनि त कर ।
कौशल म (Skill Sequence)
ैट पोजीशन म लैप िफलेट जॉइ (Lap fillet joint in flat position)
उ े : यह आपको सहायक होगा
• ैट पोजीशन म लैप िफलेट ाइंट तैयार कर और वे कर ।
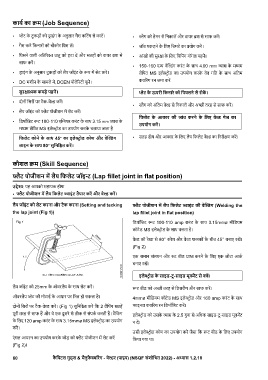
लैप जॉइंट को सेट करना और टैक करना (Setting and tacking ैट पोजीशन म लैप िफलेट ाइंट की वे ंग (Welding the
the lap joint (Fig 1)) lap fillet joint in flat position)
िडपॉिजट ट 100-110 amp करंट के साथ 3.15mmø मीिडयम
कोटेड MS इले ोड के साथ चलता है।
वे की रेखा से 80° कोण और वे फलकों के बीच 45° बनाए रख ।
(Fig 2)
एक समान संलयन और ट बीड ा करने के िलए एक छोटा आक
बनाए रख ।
इले ोड के साइड-टू -साइड मूवम ट से बच ।
लैप जॉइंट को 25mm के ओवरलैप के साथ सेट कर । ट बीड को अ ी तरह से िडसलैग और साफ कर ।
ओवरलैप ेट की मोटाई के आधार पर िभ हो सकता है। 4mmø मीिडयम कोटेड MS इले ोड और 160 amp करंट के साथ
दोनों िसरों पर टैक-वे कर । (Fig 1) सुिनि त कर िक 2 लैिपंग सतह फाइनल कव रंग रन िडपॉिजट कर ।
पूरी तरह से साफ ह और वे एक दू सरे से ठीक से संपक करती ह । टैिकं ग इले ोड को उसके ास के 2.5 गुना से अिधक साइड-टू -साइड मूवम ट
के िलए 120 amp करंट के साथ 3.15mmø MS इले ोड का उपयोग न द ।
कर ।
उसी इले ोड कोण का उपयोग कर जैसा िक ट बीड के िलए उपयोग
एं गल आयरन का उपयोग करके जोड़ को ैट पोजीशन म सेट कर िकया गया था।
(Fig 2)।
60 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.18