
Page 85 - Welder(Pipe) - TP - Hindi
P. 85
ि या (PROCEDURE)
• इंड न वे ंग मशीन की श का पैरामीटर रख 10K.W आवृि चुिनंदा और सटीक गम े , िजसके प रणाम प कम िव पण और
10k है। तनाव होता है। (Fig 2)
• सै ल ेस दबाना ारा ित म आयोिजत िकया जाता है।
• ेिजंग िम धातु का योग िकया जाता है।
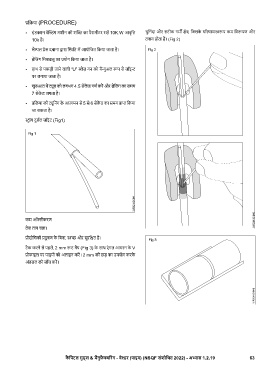
• हाथ से पकड़ी जाने वाली “U” ेज़ गन को मै ुअल प से जॉइ
पर लगाया जाता है।
• शु आत म ूब को लगभग 4.5 सेक ड गम कर और ेिजंग का समय
7 सेक ड लगता है।
• ि या की ूिनंग के अ गमन से 5 से 6 सेक ड का समय ा िकया
जा सकता है।
ांग दुब ल जॉइंट (Fig1)
कम ऑ ीकरण
तेज ताप च ।
ौ ोिगकी दू षण के िबना, और सुरि त है।
टैक करने से पहले, 2 mm ट गैप (Fig 3) के साथ एं गल आयरन के V
ोफाइल पर पाइपों को अलाइन कर । 2 mm की छड़ का उपयोग करके
अंतराल की जाँच कर ।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.19 63