
Page 98 - Welder(Pipe) - TP - Hindi
P. 98
4.00 mm ास के म म लेिपत MS इले ोड और 160 ए वे ंग
सुिनि त कर िक सुर ा प रधान पहने जाते ह ।
करंट का उपयोग करके पहला कव रंग बीड जमा कर ।
टैिकं ग के बाद जोड़ को ैट पोजीशन म रख । एक समान गित के साथ आगे बढ़ , इले ोड को एक सामा आक और
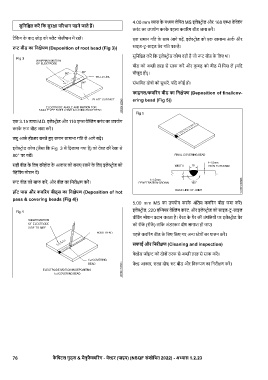
ट बीड का िन ेपण (Deposition of root bead (Fig 3)) साइड-टू -साइड वेव गित पकड़े।
सुिनि त कर िक इले ोड कोण वही है जो ट बीड के िलए था।
बीड को अ ी तरह से साफ कर और कू बड़ को बीड म िघस ल (यिद
मौजूद हो)।
संभािवत दोषों को सुधार , यिद कोई हो।
फाइनल/कव रंग बीड का िन ेपण (Deposition of final/cov-
ering bead (Fig 5))
एक 3.15 डाया M.D. इले ोड और 110 ए वे ंग करंट का उपयोग
करके ट बीड जमा कर ।
लघु आक हो र करते ए समान सामा गित से आगे बढ़ ।
इले ोड कोण (जैसा िक Fig 3 म िदखाया गया है) को वे की रेखा से
80° पर रख ।
सही बीड के िलए कीहोल के आकार को बनाए रखने के िलए इले ोड को
िपंग मोशन द ।
ट बीड को साफ कर , और बीड का िनरी ण कर ।
हॉट पास और कव रंग बीड्स का िन ेपण (Deposition of hot
pass & covering beads (Fig 4))
5.00 mm MS का उपयोग करके अंितम कव रंग बीड जमा कर ।
इले ोड, 220 ए यर वे ंग करंट, और इले ोड को साइड-टू -साइड
वीिवंग मोशन दान करता है। वे के पैर की उंगिलयों पर इले ोड वेव
को रोक (रोक ) तािक अंडरकट दोष समा हो जाए।
पहले कव रंग बीड के िलए िकए गए अ ेपों का पालन कर ।
सफाई और िनरी ण (Cleaning and inspection)
वे ेड जॉइ को दोनों तरफ से अ ी तरह से साफ कर ।
वे आकार, सतह दोष, ट बीड और िव पण का िनरी ण कर ।
76 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.23