
Page 100 - Welder(Pipe) - TP - Hindi
P. 100
काय का म (Job Sequence)
2
• ड ाइंग के अनुसार जॉब पीस तैयार कर । • गैस का दबाव 0.15 िक ा/सेमी सेट कर ।
• धातु के टुकड़ों के िकनारों और सतहों को साफ कर । • आव क सुर ा सावधािनयों का पालन कर ।
• जॉब पीस को 1.5 mm के ट गैप के साथ ायर बट जॉइंट के प • शीट्स को टैक वे कर और समान ट गैप और अलाइनम ट की
म सेट कर । जांच कर ।
• नोजल नंबर 5 और CCMS िफलर रॉड डाया 1.6 mm का चयन • ैितज ित म एक रन के साथ जोड़ को वे कर ।
कर । • वे िकए गए े को साफ़ कर और दोषों के िलए वे का िनरी ण
कर ।
कौशल म (Skill Sequence)
ैितज ित म 2mm वे ायर बट जॉइंट (2G) (Weld square butt joint 2mm horizontal
position (2G))
उ े : यह आपको सहायक होगा
• ैितज ित म ायर बट जॉइंट MS ेट 2 mm तैयार कर और वे कर ।
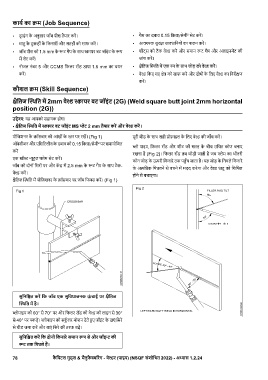
पोिजशनर के ॉसबार को आंखों के र पर रख । (Fig 1) पूरी बीड के साथ सही ोफ़ाइल के िलए वे की जाँच कर ।
ऑ ीजन और एिसिटलीन के दबाव को 0.15 िक ा/सेमी पर समायोिजत
2
ो पाइप, िफलर रॉड और शीट की सतह के बीच उिचत कोण बनाए
कर
रखना है (Fig 2)। िफलर रॉड तब जोड़ी जाती है जब ेम का भीतरी
एक सॉ ूट ल ेम सेट कर ।
कोन जोड़ के ऊपरी िकनारे तक प ँच जाता है। यह जोड़ के िनचले िकनारे
जॉब को दोनों िसरों पर और क म 2.5 mm के ट गैप के साथ टैक-
के अ िधक िपघलने से बचने म मदद करेगा और वे धातु को िशिथल
वे कर ।
होने से बचाएगा।
ैितज ित म पोिजशनर के ॉसबार पर जॉब िफ कर । (Fig 1)
सुिनि त कर िक जॉब एक सुिवधाजनक ऊं चाई पर ैितज
ित म है।
ोपाइप को 60° से 70° पर और िफलर रॉड को वे की लाइन से 30°
से 40° पर पकड़ । ोपाइप को सकु लर मोशन देते ए जॉइंट के दाएं िसरे
से बीड जमा कर और बाएं िसरे की तरफ बढ़ ।
सुिनि त कर िक दोनों िकनारे समान प से और जॉइ की
ट तक िपघले ह ।
78 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.24