
Page 104 - Welder(Pipe) - TP - Hindi
P. 104
काय का म (Job Sequence)
• Ex.No.E-8/3.04 म िदए गए अनुसार ेट तैयार और साफ कर ।
• ‘T’ ाइंट को ड ाइंग और टैक वे के अनुसार सेट कर (Fig 1)
• जॉइ को ैितज ित म िफ कर ।
• यिद DC मशीन का उपयोग िकया जाता है, तो इले ोड को नेगेिटव
से कने कर और आक ो को िनयंि त करने के िलए शॉट आक
का उपयोग कर ।
• संकु चन के कारण होने वाली िवकृ ित से बचने के िलए ेट्स को इस
तरह ीसेट कर िक वे ंग की तरफ कील वे जॉइ का कोण 92°
से 93° तक बढ़ जाए।
• िबना वेव के ट रन जमा कर ।
• इले ोड को जोड़ के क म पकड़ और बाईं ओर से शु कर और
ेट के तल पर अ िधक धातु के जमाव से बचने के िलए उिचत
तकनीक का उपयोग कर ।
• ट रन को िड ैग और ीन कर ।
• ंगर बीड तकनीक का उपयोग करके दू सरा और तीसरा रन जमा
कर , जो पहले से रखे गए बीड को आंिशक प से और ेट की सतह
को कवर करता है।
• ग ा भरना और बीड साफ करना सुिनि त कर ।
• िफलेट के आकार, बीड ोफाइल, वे दोषों की जांच कर और उ
ठीक कर ।
कौशल म (Skill Sequence)
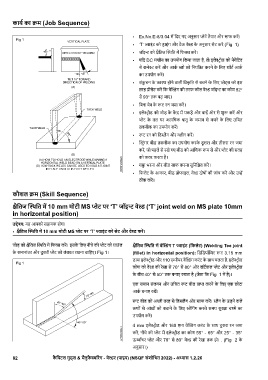
ैितज ित म 10 mm मोटी MS ेट पर ‘T’ जॉइ वे (‘T’ joint weld on MS plate 10mm
in horizontal position)
उ े : यह आपको सहायक होगा
• ैितज ित म 10 mm मोटी MS ेट पर ‘T’ ाइंट को सेट और वे कर ।
जोड़ को ैितज ित म िफ कर । इसके िलए नीचे की ेट को ाउंड ैितज ित म वे ंग T ाइंट (िफलेट) (Welding Tee joint
के समानांतर और दू सरी ेट को लंबवत रखना चािहए। Fig 1। (fillet) in horizontal position): िडिडपॉिजट ट 3.15 mm
डाया इले ोड और 110 ए ीयर वे ंग करंट के साथ चलता है, इले ोड
कोण को वे की रेखा से 70° से 80° और विट कल ेट और इले ोड
के बीच 40° से 50° तक बनाए रखता है (जैसा िक Fig 1 म है)।
एक समान संलयन और उिचत ट बीड ा करने के िलए एक छोटा
आक बनाए रख ।
ट बीड को अ ी तरह से िडसलैग और साफ कर । ैग के उड़ने वाले
कणों से आंखों को बचाने के िलए ैिगंग करते समय सुर ा च े का
उपयोग कर ।
4 mm इले ोड और 160 ए वे ंग करंट के साथ दू सरा रन जमा
कर , नीचे की ेट म इले ोड का कोण 55° - 65° और 25° - 35°
ऊ ा धर ेट और 70° से 80° वे की रेखा तक हो। . (Fig 2 के
अनुसार।)
82 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.26