
Page 102 - Welder(Pipe) - TP - Hindi
P. 102
काय का म (Job Sequence)
तैयारी (Preparation) • कनवे बीड ैग को ट ैप करेगा
• Fig के अनुसार ेट पर िनशान लगाएं और काट । लाइनों को पंच • ेट के बायीं ओर से ारंभ कर , बेस मेटल की सतह पर 70° से 80°
करने से पहले सतह को साफ कर और िकनारों को फाइल कर । के कोण पर ऊपर की ओर इशारा करते ए इले ोड को पकड़ । वे
• जॉब ड ॉइंग के अनुसार लाइन खींचे और पंच माक बनाएं । िदशा के िलए 70° से 80° के ट ेवल कोण का उपयोग कर ।
• एक 3.15 mm इले ोड का चयन कर और 110 ए यर सेट कर • ैग को एक हैमर से िनकाल और बीड को वायर श से साफ कर ।
और DCEN का उपयोग कर । काय को ैितज ित म सेट कर । बीड का िनरी ण (Inspection of bead)
• िपघली ई धातु को ढीला होने से बचाने के िलए शॉट आिद का • सतह के दोषों जैसे अंडरकट, ैग समावेशन, ओवरलैप आिद के िलए
इ ेमाल कर । बीड वे का िनरी ण कर ।
कौशल म (Skill Sequence)
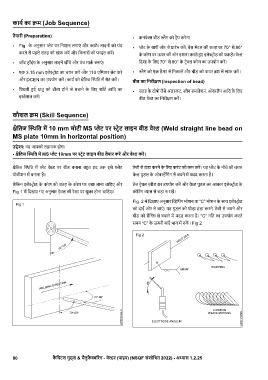
ैितज ित म 10 mm मोटी MS ेट पर ेट लाइन बीड वे (Weld straight line bead on
MS plate 10mm in horizontal position)
उ े : यह आपको सहायक होगा
• ैितज ित म MS ेट 10mm पर ेट लाइन बीड तैयार कर और वे कर ।
ैितज ित म ेट वे पर बीड बनाना ब त हद तक इसे ैट तेजी से ठं डा करने के िलए करंट को कम कर । यह ेट के नीचे की तरफ
पोजीशन म बनाना है। वे पुडल के ओवरह िगंग से बचने म मदद करता है।
लेिकन इले ोड के कोण को सतह के कोण पर रखा जाना चािहए और तेज ट ेवल ीड का उपयोग कर और वे पुडल का आकार इले ोड के
Fig 1 म िदखाए गए अनुसार ट ेवल की रेखा पर झुका होना चािहए। कोिटंग ास से बड़ा न रख ।
Fig 2 म िदखाए अनुसार िपंग मोशन या “C” मोशन के साथ इले ोड
को दाईं ओर ले जाएं । यह पुडल को थोड़ा ठं डा करने, तेजी से जमने और
बीड को सैिगंग से बचाने म मदद करता है। “C” गित का उपयोग करते
समय “C” के ऊपरी बाएँ भाग म क । Fig 2
80 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.25