
Page 196 - Welder(Pipe) - TP - Hindi
P. 196
काय का म (Job Sequence)
• बेलनाकार आकार के िलए पैटन तैयार कर और एक गोल म ड ेल, एक
• समानांतर रेखा िविध ारा, लॉक ू ड ाइंट अलाउंस के साथ, जॉब मैलेट 4 mm ोवर और एक बॉल पेन हैमर का उपयोग करके लॉक
ड ाइंग के अनुसार समान ास के 90 “T” के िलए पैटन िवकिसत ू ड ाइंट से जुड़ ।
0
और लेआउट कर ।
• ह ड फोज , सो रंग आयरन, सॉ सो र और का उपयोग
• मु पाइप के िलए पैटन को सीधे काट और ि प और ांच पाइप को करके सो र बट जॉइंट ारा मु पाइप और ांच पाइप को 90 के
0
सपाट ठं डी छे नी से मोड़ । कोण पर जॉइ कर ।
कौशल म (Skill Sequence)
T पाइप (Tee pipe)
उ े (Objective): यह आपकी मदद करेगा
• 90° T पाइप जॉइ का िवकास आरेखण तैयार कर ।
90 “T” पाइप जॉइ डेवलपम ट और लेआउट पैटन बनाएं अब सामने के की ऊ ा धर रेखाएँ और साइड के की ैितज
0
रेखाएँ अपने-अपने िबंदुओं पर िमलती ह ।
समांतर रेखा िविध ारा समान ास के 90 “T” पाइप के िलए पैटन
0
िवकिसत कर :-
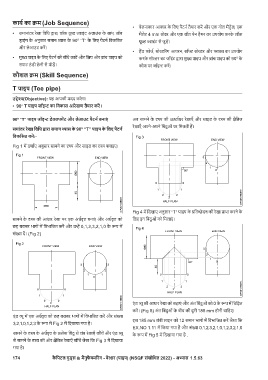
Fig 1 म दशा ए अनुसार सामने का और साइड का बनाइए।
Fig 4 म िदखाए अनुसार “T” पाइप के ित े दन की रेखा ा करने के
सामने के की आधार रेखा पर एक अध वृ बनाएं और अध वृ को िलए इन िबंदुओं को िमलाएं ।
छह बराबर भागों म िवभािजत कर और उ 0,1,2,3,2,1,0 के प म
सं ा द । (Fig 2)
एं ड ू की आधार रेखा को बढ़ाएं और अंत िबंदुओं को 0 के प म िचि त
कर । (Fig 5) अंत िबंदुओं के बीच की दू री 185 mm होनी चािहए।
एं ड ू म एक अध वृ को छह बराबर भागों म िवभािजत कर और सं ा
इस 185 mm लंबी लाइन को 12 समान भागों म िवभािजत कर जैसा िक
3,2,1,0,1,2,3 के प म Fig 2 म िदखाया गया है।
EX.NO 1.11 म िकया गया है और सं ा 0,1,2,3,2,1,0,1,2,3,2,1,0
सामने के के अध वृ के ेक िबंदु से लंब रेखाएँ खींच और एं ड ू के प म Fig 5 म िदखाया गया है .
से सामने के की ओर ैितज रेखाएँ खींच जैसा िक Fig 3 म िदखाया
गया है।
174 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.5.63