
Page 193 - Welder(Pipe) - TP - Hindi
P. 193
• 0.8 mm आकार के किटंग नोज़ल का चयन कर और इसे किटंग टॉच • ेट के कटे ए छे द म िदए गए 50 mm बाहरी ास के पाइप को
के साथ िफट कर । इस तरह डाल िक पाइप का अंत 6 mm ेट के दू सरी तरफ समतल
सतह के साथ लश हो जाए िजससे पाइप ज जॉइ बन जाए।
• 6 िममी MS ेट काटने के िलए एिसिटलीन गैस के िलए 0.15 िक ा/
सेमी और ऑ ीजन गैस के िलए 1.5 िक ा/सेमी का दबाव सेट • एक 3.15 mm म म लेिपत MS इले ोड का चयन कर और यिद
2
2
कर । DC वे ंग का उपयोग िकया जाता है तो 110 ए ीयर करंट और
DCEN सेट कर ।
• ूट ल ेम सेट कर और ायर ेट के िकनारों म से एक के क
िबंदु पर तब तक पहले से गरम कर जब तक िक यह चमकदार लाल • जॉइ के दू सरी ओर 90° के अंतराल पर चार ानों पर टैक वे
गम ित/जलने वाले तापमान तक न प ँच जाए। कर ।
• ऑ ीजन किटंग लीवर को दबाएं और टॉच को हाथ से ेट के िकनारे सुिनि त कर िक टैिकं ग करते समय पाइप ेट की सतह पर
से तब तक िहलाएं जब तक िक बड़े वृ की पंच माक प रिध तक न 90° पर हो।
प ंच जाए।
• इले ोड को 4 िममी ास के म म लेिपत एमएस इले ोड म बदल
• अब एक रोलर गाइड और सक ल किटंग अटैचम ट का उपयोग करके और 160 ए ीयर करंट सेट कर ।
90 mm ास के बड़े बाहरी सक ल को काटना शु कर ।
• जॉइ को एक उपयु वे िफ चर पर रख तािक वे ंग 1G
सुिनि त कर िक गैस काटने के िलए उपयोग की जाने वाली रोिलंग िविध ारा की जा सके ।
आव क सुर ा सावधािनयों का पालन िकया जाता है।
• सेगम ट वे ंग िविध का उपयोग करके एक बार म जॉइ की वे ंग
• आंत रक च को काटने के िलए, पहले 50 mm ास की प रिध के पूरी कर ।
अंदर लगभग 10 mm वृ पर एक छोटा छे द कर ।
• जॉइ को वायर श से साफ कर ।
• टाच को िकए गए होल से प रिध की ओर ले जाएँ और एक छोटे वृ
• िकसी बाहरी वे दोष के िलए ने हीन इं े न कर ।
काटने वाले अटैचम ट का उपयोग करके 50mmø होल काटने को
पूरा कर । ेक सेगम ट वे ंग के अंत म उिचत ग ा भरना सुिनि त
कर ।
• कटे ए िकनारों को साफ कर और आधे गोल फ़ाइल का उपयोग
करके कटे ए िकनारों के अंदर के भाग को िट म कर । आक वे ंग और डी ैिगंग के दौरान उिचत सुर ा
सावधानी बरत ।
कौशल म (Skill Sequence)
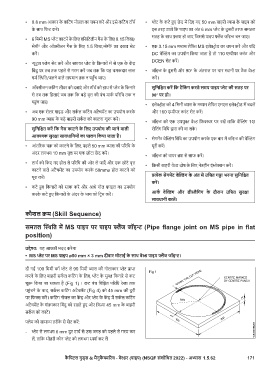
समतल ित म MS पाइप पर पाइप ज जॉइ (Pipe flange joint on MS pipe in flat
position)
उ े : यह आपकी मदद करेगा
• MS ेट पर MS पाइप ø50 mm × 3 mm दीवार मोटाई के साथ वे पाइप ज जॉइ ।
दी गई 100 िममी वग ेट से 90 िममी ास की गोलाकार ेट ा
करने के िलए बाहरी सक ल किटंग के िलए, ेट के मु िकनारे से कट
शु िकया जा सकता है (Fig 1) । कट पंच िचि त प रिध रेखा तक
प ंचने के बाद, सक ल किटंग अटैचम ट (Fig 4) को 45 mm की दू री
पर िफ कर । किटंग नोजल का क और ेट के क म सक ल किटंग
अटैचम ट के शं ाकार िबंदु को रखते ए और ि ा 45 mm के बाहरी
सक ल को काट ।
ेम को सामा तरीके से सेट कर :
- ेट से लगभग 6 mm दू र टाच से उस जगह को पहले से गरम कर
ल , तािक भीतरी कोन ेट को लगभग श कर ल
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.5.62 171