
Page 194 - Welder(Pipe) - TP - Hindi
P. 194
- जब ॉट चमकीला लाल हो जाए, तो टॉच को ेट से लगभग 13 िफ चर का उपयोग कर और वे को 4 सेगम ट म पूरा कर । 1, 2, 3
Mm ऊपर उठाएं जब तक िक धातु लगभग िपघल न जाए और टॉच और 4 (Fig 5)
को थोड़ा सा साइड म झुका द ।
- किटंग ऑ ीजन लीवर को धीरे-धीरे दबाएं और टाच को थोड़ा इधर-
उधर तब तक घुमाएं जब तक िक कट ेट से होकर न िनकल जाए।
पायलट होल को भेदने के बाद टॉच को (Fig 3) म िदखाए अनुसार तब
तक घुमाएं जब तक िक यह 50mmø सक ल की प रिध तक न प ंच जाए।
ेट और पाइप सतहों के बीच िजतना संभव हो उतना शॉट आक और 45
िड ी का इले ोड कोण बनाए रख ।
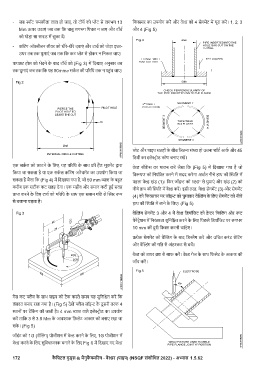
एक सक ल को काटने के िलए, यह प रिध के साथ ी ह ड मूवम ट ारा वे सी स का पालन कर जैसा िक (Fig 5) म िदखाया गया है जो
िकया जा सकता है या एक सक ल किटंग अटैचम ट का उपयोग िकया जा िव पण को िनयंि त करने म मदद करेगा अथा त नीचे हाथ की ित म
सकता है जैसा िक (Fig 4) म िदखाया गया है, जो 50 mm ास के ब त पहला वे खंड (1)। िफर जॉइ को 180° से घुमाएं और खंड (2) को
करीब एक सटीक कट सतह देगा। एक महीन और समान कटी ई सतह नीचे हाथ की ित म वे कर । इसी तरह, वे सेगम ट (3) और सेगम ट
ा करने के िलए टाच को प रिध के साथ एक समान गित से र प (4) को िफ चर पर जॉइ को घुमाकर वे ंग के िलए सेगम ट को नीचे
से चलाना पड़ता है। हाथ की ित म लाने के िलए। (Fig 5)
वे ंग सेगम ट 3 और 4 म वे िडपॉिजट को े टर िफिलंग और ट
पेनेट ेशन म िनरंतरता सुिनि त करने के िलए िपछले िडपॉिजट पर लगभग
10 mm की दू री िफ करनी चािहए।
ेक सेगम ट को वे ंग के बाद िड ैग कर और उिचत करंट सेिटंग
और वे ंग की गित से अंडरकट से बच ।
वे को वायर श से साफ कर । वे गेज के साथ िफलेट के आकार की
जाँच कर ।
गैस कट ज के साथ पाइप को टैक करते समय यह सुिनि त कर िक
लंबवत बनाए रखा गया है। (Fig 5) देख ज जॉइ के दू सरी तरफ 4
ानों पर टैिकं ग की जाती है। 4 mm ास वाले इले ोड का उपयोग
कर तािक 3 से 3.5 Mm के आव क िफ़लेट आकार को बनाए रखा जा
सके । (Fig 5)
जॉइंट को 1G (रोिलंग) पोजीशन म वे करने के िलए, 1G पोजीशन म
वे करने के िलए सुिवधाजनक बनाने के िलए Fig 6 म िदखाए गए वे
172 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.5.62