
Page 189 - Welder(Pipe) - TP - Hindi
P. 189
कै िपटल गुड्स & मैनुफै रंग (CG & M) अ ास 1.5.60
वे र (पाइप) (Welder) (Pipe) - SMAW
ेट ूव वे ंग के िलए िकनारे की तैयारी। (Edge preparation for plate groove welding)
उ े : इस अ ास के अंत म आप यह कर सक गे
• ेट ूव वे ंग के िलए िकनारे की तैयारी का अ ास कर ।
काय का म (Job Sequence)
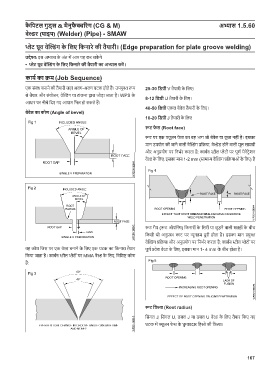
एक संबंध बनाने की तैयारी जहां अलग-अलग घटक होते ह । उपयु प 25-30 िड ी V तैयारी के िलए।
से तैयार और संयोजन, वे ंग या टांकना ारा जोड़ा जाता है। WPS के
8-12 िड ी U तैयारी के िलए।
आधार पर नीचे िदए गए आयाम िभ हो सकते ह ।
40-50 िड ी एकल बेवेल तैयारी के िलए।
बेवेल का कोण (Angle of bevel)
10-20 िड ी J तैयारी के िलए
ट फे स (Root face)
ट पर एक ूज़न फे स का वह भाग जो बेवेल या ू ड नहीं है। इसका
मान उपयोग की जाने वाली वे ंग ि या, वे ेड होने वाली मूल साम ी
और अनु योग पर िनभ र करता है; काब न ील ेटों पर पूण पेनेट ेशन
वे के िलए, इसका मान 1-2 mm (सामा वे ंग ि याओं के िलए) है
ट गैप ( ट ओपिनंग) िकनारों के िसरों या जुड़ने वाली सतहों के बीच
िकसी भी अनु काट पर ूनतम दू री होता है। इसका मान यु
वे ंग ि या और अनु योग पर िनभ र करता है; काब न ील ेटों पर
वह कोण िजस पर एक वे बनाने के िलए एक घटक का िकनारा तैयार पूण वेश वे के िलए, इसका मान 1- 4 mm के बीच होता है।
िकया जाता है। काब न ील ेटों पर MMA वे के िलए, िविश कोण
ह :
ट ि ा (Root radius)
िसंगल J, िसंगल U, डबल J या डबल U वे के िलए तैयार िकए गए
घटक म ूजन फे स के घुमावदार िह े की ि ा।
167