
Page 186 - Welder(Pipe) - TP - Hindi
P. 186
कौशल म (Skill Sequence)
ा ा किटंग (Plasma cutting)
ी-कट चेकिल (Pre-Cut Checklist)
कं ेसर या बोतल गेज पर गैस/हवा के दबाव की जांच कर ।
ा ा मशीन चालू कर ।
ए रेज िनयं ण (आमतौर पर अिधकतम) सेट कर और हवा के दबाव की
जांच कर ।
िजतना हो सके ाउंड ै को कट के करीब रख , और जब संभव हो तो
ै को वक पीस पर ही रख । जॉब के बल और प के बीच िकसी भी
ढीले कने न की जाँच कर ।
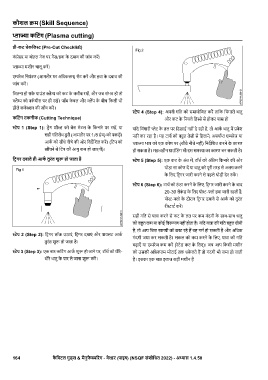
ेप 4 (Step 4): अपनी गित को समायोिजत कर तािक िचंगारी धातु
किटंग तकनीक (Cutting Technique) और कट के िनचले िह े से होकर पास हो
ेप 1 (Step 1): ड ैग शी को बेस मेटल के िकनारे पर रख , या यिद िचंगारी ेट के तल पर िदखाई नहीं दे रही है, तो आक धातु म वेश
सही गितरोध दू री (आमतौर पर 1/8 इंच) को पकड़ । नहीं कर रहा है। यह टाच को ब त तेज़ी से िहलाने, अपया ए रेज या
आक को सीधे नीचे की ओर िनद िशत कर । (िटप को ा ा भाप को एक कोण पर (सीधे नीचे नहीं) िनद िशत करने के कारण
खींचने से िटप की आयु कम हो जाएगी)। हो सकता है। मह हीन ाउंिडंग भी इस सम ा का कारण बन सकती है।
िट गर दबाते ही आक तुरंत शु हो जाता है ेप 5 (Step 5): एक कट के अंत म , टॉच को अंितम िकनारे की ओर
थोड़ा सा कोण द या धातु को पूरी तरह से अलग करने
के िलए िट गर जारी करने से पहले थोड़ी देर क ।
ेप 6 (Step 6): टाच को ठं डा करने के िलए, िट गर जारी करने के बाद
20-30 सेकं ड के िलए पो - ो हवा जारी रहती है;
पो - ो के दौरान िट गर दबाने से आक को तुरंत
री ाट कर ।
सही गित से या ा करने से कट के तल पर कम गंदगी के साथ-साथ धातु
को ब त कम या कोई िव पण नहीं होता है। यिद या ा की गित ब त धीमी
है, तो आप िजस साम ी को काट रहे ह वह गम हो सकती है और अिधक
ेप 2 (Step 2): िट गर लॉक उठाएं , िट गर दबाएं और पायलट आक गंदगी जमा कर सकती है। सकल को कम करने के िलए, या ा की गित
तुरंत शु हो जाता है।
बढ़ाएँ या ए रेज कम कर (रेटेड कट के िलए)। जब आप िकसी मशीन
ेप 3 (Step 3): एक बार किटंग आक शु हो जाने पर, टॉच को धीरे- को उसकी अिधकतम मोटाई तक धके लते ह तो गंदगी भी जमा हो जाती
धीरे धातु के पार ले जाना शु कर । है। इसका एक मा इलाज बड़ी मशीन है
164 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.4.58