
Page 182 - Welder(Pipe) - TP - Hindi
P. 182
कै िपटल गुड्स & मैनुफै रंग (C G & M) अ ास 1.4.57
वे र (पाइप) (Welder) (Pipe) - ा ा किटंग
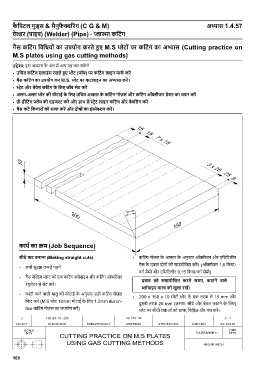
गैस किटंग िविधयों का उपयोग करते ए M.S ेटों पर किटंग का अ ास (Cutting practice on
M.S plates using gas cutting methods)
उ े : इस अ ास के अंत म आप यह कर सक गे
• उिचत किटंग एलाउंस रखते ए ेट (जॉब) पर किटंग लाइन माक कर
• गैस किटंग का उपयोग कर M.S. ेट पर कटलाइन का अ ास कर ।
• ेट और बेवेल किटंग के िलए जॉब सेट कर
• अलग-अलग ेट की मोटाई के िलए उिचत आकार के किटंग नोज़ल और किटंग ऑ ीजन ेशर का चयन कर
• ी-हीिटंग ेम को एडज कर और हाथ से ेट लाइन किटंग और बेविलंग कर
• गैस कटे िकनारों को साफ कर और दोषों का इं े न कर ।
काय का म (Job Sequence)
सीधे कट बनाना (Making straight cuts) • किटंग नोजल के आकार के अनुसार ऑ ीजन और एिसिटलीन
गैस के दबाव दोनों को समायोिजत कर । (ऑ ीजन 1,6 िक ा/
• सभी सुर ा कपड़े पहन
वग सेमी और एिसिटलीन 0.15 िक ा/वग सेमी)
• गैस वे ंग ांट को एक किटंग ोपाइप और किटंग ऑ ीजन
दबाव को समायोिजत करते समय, काटने वाले
रेगुलेटर से सेट कर ।
ोपाइप वा को खुला रख ।
• काटी जाने वाली धातु की मोटाई के अनुसार सही किटंग नोज़ल
• 200 x 150 x 10 मोटी ेट ल , एक तरफ से 15 mm और
िफट कर (M.S ेट 10mm मोटाई के िलए 1.2mm dia ori- दू सरी तरफ 25 mm ( मशः सीधे और बेवल काटने के िलए)
fice किटंग नोज़ल का उपयोग कर ) ेट पर सीधी रेखाओं को साफ, िचि त और पंच कर ।
160