
Page 184 - Welder(Pipe) - TP - Hindi
P. 184
यिद संभव हो तो ेट पर एक सीधा िकनारा या टे लेट िफ कर और बैकफायर से बचने के िलए वक पीस और नोज़ल के बीच
काटने वाले नोजल के िलए एक सपोट िफ कर तािक नोजल की नोक
की द ू री लगभग 5 mm रख । (Fig 7)
और ेट की सतह के बीच िनरंतर दू री सुिनि त हो सके और एक समान
सीधा कट बनाए रखा जा सके । (Fig 4)
किटंग ऑ ीजन लीवर को दबाकर अित र ऑ ीजन छोड़ , किटंग
ि या का इं े न कर और समान गित से पंच लाइन के साथ चलना शु
कर । (Fig 8)
किटंग का इं े न कर
- एक समान और ूथ कट या ड ैग लाइन
- सीधापन, ती णता।
- कट की चौड़ाई (के फ ) Fig 5
उसी मोटाई के िलए सीधे कट के िलए उपयोग की जाने
वाली गित को कम रख ।
यह सुिनि त करने के िलए िक कट सीधी रेखा के साथ है और सही कोण
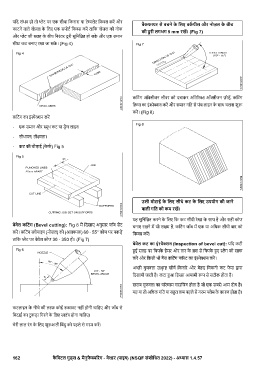
बेवेल किटंग (Bevel cutting): Fig 6 म िदखाए अनुसार जॉब सेट बनाए रखने म भी स म है, किटंग जॉब म एक या अिधक सीधी बार को
कर । किटंग ोपाइप (नोज़ल) को (आव क) 60 - 55° कोण पर पकड़ िफ कर ।
तािक ेट पर बेवेल कोण 30 - 350 हो। (Fig 7)
बेवेल कट का इं े न (Inspection of bevel cut): यिद कटी
ई सतह पर िचपके हैमर और तार के श से िचपके ए ैग को साफ
कर और िकसी भी गैस किटंग फॉ का इं े न कर ।
अ ी गुणव ा उ ृ शीष िकनारे और बेहद िचकनी कट फे स ारा
िदखायी जाती है। कटा आ िह ा आयामी प से सटीक होता है।
खराब गुणव ा का प रणाम गाउिजंग होता है जो एक सबसे आम दोष है।
यह या तो अिधक गित या ब त कम पहले से गरम ेम के कारण होता है।
कटलाइन के नीचे की तरफ कोई कावट नहीं होनी चािहए और जॉब से
िबदाई का टुकड़ा िगरने के िलए तं होना चािहए।
चेरी लाल रंग के िलए शु आती िबंदु को पहले से गरम कर ।
162 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.4.57