
Page 200 - Welder(Pipe) - TP - Hindi
P. 200
कै िपटल गुड्स & मैनुफै रंग (CG & M) अ ास 1.5.64
वे र (पाइप) (Welder) (Pipe) - SMAW
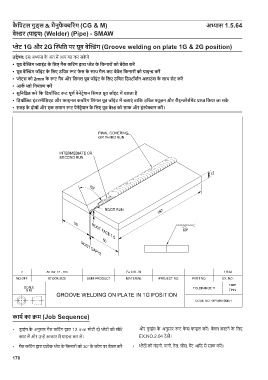
ेट 1G और 2G ित पर ूव वे ंग (Groove welding on plate 1G & 2G position)
उ े : इस अ ास के अंत म आप यह कर सक गे
• ूव वे ंग ाइंट के िलए गैस किटंग ारा ेट के िकनारों को बेवेल कर
• ूव वे ंग जॉइंट के िलए उिचत ट फे स के साथ गैस-कट बेवेल िकनारों को ाइ कर
• ेट्स को 2mm के ट गैप और िसंगल ूव जॉइंट के िलए उिचत िड ॉश न अलाउंस के साथ सेट कर
• आक ो िनयं ण कर
• सुिनि त कर िक िडपॉिजट ट पूण पेनेट ेशन िसंगल ूव जॉइंट म चलता है
• िडपॉिजट इंटरमीिडएट और फाइनल कव रंग िसंगल ूव जॉइंट म चलाएं तािक उिचत ूज़न और रीइ ोस म ट ा िकया जा सके
• सतह के दोषों और एक समान ट पेनेट ेशन के िलए ूव वे को साफ और इं े न कर ।
काय का म (Job Sequence)
• ड ाइंग के अनुसार गैस किटंग ारा 12 mm मोटी दो ेटों को सीधे और ड ाइंग के अनुसार ट फे स फाइल कर । बेवल काटने के िलए
काट ल और उ आकार म ाइ कर ल । EX.NO.2.04 देख ।
• गैस किटंग ारा ेक ेट के िकनारों को 30° के कोण पर बेवल कर • ेटों की गंदगी, पानी, तेल, ीस, प ट आिद से साफ कर ।
178