
Page 201 - Welder(Pipe) - TP - Hindi
P. 201
• उिचत ट गैप के साथ बट जॉइंट के प म ेट्स को उ ा रख । • ट फे स का उिचत मे ंग और ट पेनेट ेशन सुिनि त करने के िलए
• जॉइ के ेक तरफ 1.5° का िड ॉरशन अलाउंस बनाए रख । की होल को बनाए रखने के िलए िवशेष ान रख ।
• 4 mm ø म म लेिपत इले ोड और 150-160 ए ीयर करंट,
• सभी सुर ा क कपड़े पहन ।
शॉट आक और इले ोड की उिचत वेव का उपयोग करके दू सरा
• 3.15 mm म म लेिपत MS इले ोड का उपयोग कर और 110
रन/इंटरिमट ट रन जमा कर । अ िधक वेव से बच और सामा ट ेवल
ए ीयर करंट सेट कर । DC वे ंग मशीन के मामले म इले ोड
ीड सुिनि त कर ।
के बल को मशीन के ऋणा क टिम नल से कने कर ।
• ग ा जहाँ भी आव क हो भर द ।
• ेटों के पीछे िसरों पर टैक वे कर । कील की लंबाई 20 mm होनी
चािहए। • डे ैग कर ।
• दू सरे रन के िलए उपयोग िकए गए समान पैरामीटर और तकनीक का
• टैक वे को िड ैग कर और साफ कर ।
उपयोग करके तीसरा रन/कव रंग रन जमा कर । 1 से 1.5 mm का
• ट रन को िडपॉिजट कर और मेटल को वैसे ही भर जैसे िक ायर
उिचत सु ढीकरण सुिनि त कर और अंडरकट से बच ।
बट जॉइंट वे ंग के िलए िकया जाता है।
• िकसी भी सतह वे दोष के िलए इं े न कर ।
कौशल म (Skill Sequence)
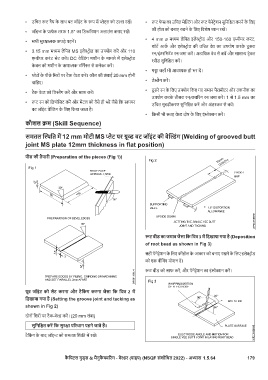
समतल ित म 12 mm मोटी MS ेट पर ू ड बट जॉइंट की वे ंग (Welding of grooved butt
joint MS plate 12mm thickness in flat position)
पीस की तैयारी (Preparation of the pieces (Fig 1))
ट बीड का जमाव जैसा िक िच 3 म िदखाया गया है (Deposition
of root bead as shown in Fig 3)
सही पेनेट ेशन के िलए कीहोल के आकार को बनाए रखने के िलए इले ोड
को एक वीिवंग मोशन द ।
ट बीड को साफ कर , और पेनेट ेशन का इं े न कर ।
ूव जॉइंट को सेट करना और टैिकं ग करना जैसा िक िच 2 म
िदखाया गया है (Setting the groove joint and tacking as
shown in Fig 2)
दोनों िसरों पर टैक-वे कर । (20 mm लंबा)
सुिनि त कर िक सुर ा प रधान पहने जाते ह ।
टैिकं ग के बाद जॉइ को समतल ित म रख ।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.5.64 179