
Page 153 - Welder(Pipe) - TP - Hindi
P. 153
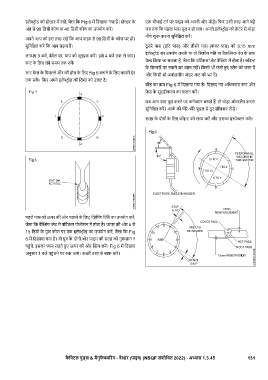
इले ोड को हो र म रख , जैसा िक Fig 6 म िदखाया गया है। हो र के एक चौथाई टन पर पाइप को अपनी ओर मोड़ । िफर उसी तरह आगे बढ़
अंत से 90 िड ी कोण या 45 िड ी कोण का उपयोग कर । जब तक िक पहला पास पूरा न हो जाए। अगले इले ोड को े टर से थोड़ा
नीचे शु करना सुिनि त कर ।
अपने आप को इस तरह रख िक आप पाइप से 90 िड ी के कोण पर हों।
सुिनि त कर िक आप सहज ह । दू सरे पास (हॉट पास) और तीसरे पास (कवर पास) को 3.15 mm
इले ोड का उपयोग करके या तो ि कोण गित या वैक क वेव के साथ
लगभग 3 बजे, बेवेल पर, चाप को ाइक कर । इसे 4 बजे तक ले जाएं ।
वे िकया जा सकता है, जैसा िक विट कल ेट वे ंग म होता है। जॉइ
ट के िलए लंबे समय तक क
के िकनारों पर कने का ान रख । िकसी भी फं से ए ैग को जला द
ट फे स के िपघलने और की होल के िलए Fig 5 बनाने के िलए काफी देर और िकसी भी अवांछनीय अंडर-कट को भर द ।
तक क । िफर अपने इले ोड की िदशा को उलट द ।
बीड का म Fig 6 म िदखाया गया है। िदखाए गए अिधकतम ट और
फे स के सु ढीकरण का पालन कर ।
जब आप पास पूरा करने पर कने न बनाते ह , तो थोड़ा ओवरलैप करना
सुिनि त कर । आक को धीरे-धीरे पुडल से दू र खींचकर तोड़ ।
सतह के दोषों के िलए जॉइ को साफ कर और उसका इं े न कर ।
पहले पास को ऊपर की ओर चलाने के िलए, िपंग िविध का उपयोग कर ,
जैसा िक वे ंग ेट म विट कल पोजीशन म होता है। ऊपर की ओर 5 से
15 िड ी के पुश कोण पर एक इले ोड का उपयोग कर , जैसा िक Fig
6 म िदखाया गया है। वी ूव के दोनों ओर पाइप की सतह को नुकसान न
प ंचे, इसका ान रखते ए ऊपर की ओर प कर । Fig 6 म िदखाए
अनुसार 1 बजे प ंचने पर क जाएं । अ ी तरह से साफ कर ।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.45 131