
Page 157 - Welder(Pipe) - TP - Hindi
P. 157
काय का म (Job Sequence)
• ेटों को ड ाइंग के अनुसार आकार म तैयार कर । • ैग को िचप कर और वे का इं े न कर ।
• बेवे ेट को साफ कर । गम जॉ को पकड़ने के िलए िचमटे की एक जोड़ी का
योग कर ।
• ेसस का उपयोग कर , 2.5 mm ट गैप बनाए रख , एक छोर पर
सफाई के िलए िचिपंग हैमर और वायर श का इ ेमाल
टैप कर और गैप को एडज कर और दू सरे छोर को टैक कर ।
कर ।
• िव पण से बचने के िलए ेटों को 3° ीसेट कर , जैसा िक Ex.No. आंखों की सुर ा के िलए िचिपंग गॉग का इ ेमाल
E32/3 16 म िकया गया है। कर ।
सुिनि त कर िक सुर ा प रधान पहने जाते ह ।
• िडपॉिजट दू सरा कव रंग वीिवंग मोशन के साथ चलाएं ।
• वक पीस को ओवरहेड पोजीशन म व त कर । • 110 ए ीयर करंट वाले 3.15 mm इले ोड का उपयोग कर ।
• एक 3.15 mm M.S. इले ोड का चयन कर । और 110 ए ीयर • तीसरे कव रंग रन को दू सरे रन के समान जमा कर ।
करंट सेट कर ।
इस अ ास को तब तक दोहराएं जब तक िक आप अ े वे का उ ादन
• समान वे ंग गित के साथ शॉट आक के साथ ट रन को वे कर ,
न कर ल । (कौशल म देख ।)
तािक एक समान ट बीड ा की जा सके ।
कौशल म (Skill Sequence)
ओवर हेड पोजीशन म 10mm मोटी MS ेट पर िसंगल ‘V’ बट जॉइंट (Single ‘V’ butt joint on
MS plate 10mm thick in over head position)
उ े : यह आपको सहायक होगा
• ओवर हेड पोजीशन म 10 mm मोटी MS ेट पर िसंगल ‘V’ बट जॉइंट तैयार कर और वे कर ।
इस कार के जॉइ का उपयोग िवशाल संरचनाओं की वे ंग के िलए
जैसे रेल कोच, जहाज िनमा ण उ ोग और अथ मूिवंग उपकरण िनमा ण और
बड़ी संरचनाओं और बगल म िवशाल पाइपों की वे ंग के िलए बड़े पैमाने
पर िकया जाता है।
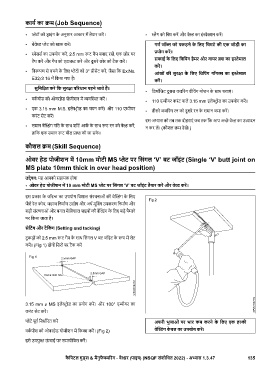
सेिटंग और टैिकं ग (Setting and tacking)
टुकड़ों को 2.5 mm ट गैप के साथ िसंगल V बट जॉइंट के प म सेट
कर । (Fig 1) दोनों िसरों पर टैक कर
3.15 mm ø MS इले ोड का योग कर । और 100° ए ीयर का
करंट सेट कर ।
ेट पूव िनधा रत कर अपनी भुजाओं पर भार कम करने के िलए एक ह ी
वक पीस को ओवरहेड पोजीशन म िफ कर । (Fig 2) वे ंग के बल का उपयोग कर ।
इसे उपयु ऊं चाई पर समायोिजत कर ।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.47 135