
Page 152 - Welder(Pipe) - TP - Hindi
P. 152
काय का म (Job Sequence)
• पाइपों को िदए गए आकार म काट । • ेसस का उपयोग करके पाइपों के बीच 2 mm ट गैप को
• फ़ाइल पाइप के िसरे पाइप की धुरी के समकोण पर होने चािहए। समायोिजत करते ए िनयिमत अंतराल पर 4 टैक लगाएं ।
• सुिनि त कर िक ेक कील एक की होल के साथ समा होती है।
• िकनारों को 30 से 35 ° बेवल तक िघस 1.5 से 1.75 mm ट फे स
• जाँच कर और सुिनि त कर िक टैिकं ग के बाद पाइप लाइन म ह ।
को बनाए रख ।
• ट रन के िलए 3.15mm ø इले ोड के िलए 110 amp सेट कर ।
• पाइप के िसरों से अित र धातु और जंग हटा द ।
• पाइप को घुमाए िबना ट को ैट पोजीशन म जमा कर ।
• बट जॉइंट के प म बनने के िलए 2 पाइपों को व त कर ।
• कीहोल तकनीक का उपयोग कर वे ंग ट बीड सुिनि त करता है।
• पाइपों को अलाइन करने के िलए िफ चर या एं गल आयरन के V
• ैग को ट से अ ी तरह से हटा द ।
ोफाइल का उपयोग कर ।
• 3.15 mm od इले ोड का उपयोग करके दू सरा और तीसरा रन
सुर ा क कपड़े पहन । जमा कर यानी ट रन के िलए भी ऐसा ही हो।
• मशीन को ‘ऑन’ कर और टैिकं ग और ट रन के िलए 3.15 mm ø • जॉइ की सफाई और इं े न कर ।
इले ोड का चयन कर और 100 ए ीयर करंट सेट कर ।
कौशल म (Skill Sequence)
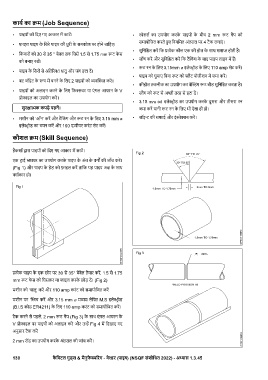
हैकसॉ ारा पाइपों को िदए गए आकार म काट ।
एक ट ाई ायर का उपयोग करके पाइप के अंत के वग की जाँच कर ।
(Fig 1) और पाइप के हेड को फ़ाइल कर तािक यह पाइप अ के साथ
वगा कार हो।
ेक पाइप के एक छोर पर 30 से 35° बेवेल तैयार कर , 1.5 से 1.75
mm ट फे स को िघसकर या फाइल करके छोड़ द । (Fig 2)
मशीन को ‘चालू’ कर और 110 amp करंट को समायोिजत कर
मशीन पर ‘ च कर और 3.15 mm ø म म लेिपत M.S इले ोड
(B.I.S कोड ER4211) के िलए 110 amp करंट को समायोिजत कर ।
टैक करने से पहले, 2 mm ट गैप (Fig 3) के साथ एं गल आयरन के
V ोफाइल पर पाइपों को अलाइन कर और उ Fig 4 म िदखाए गए
अनुसार टैक कर
2 mm रॉड का उपयोग करके अंतराल की जांच कर ।
130 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.45