
Page 149 - Welder(Pipe) - TP - Hindi
P. 149
काय का म (Job Sequence)
• जॉब के टुकड़े तैयार कर और साफ कर । • 3.15mmø M.S इले ोड के िलए 110 ए ीयर का करंट सेट कर ।
• T ाइंट के दोनों िसरों पर जॉब पीस को ैट पोजीशन म सेट और • DC मशीन के के स म इले ोड हो र को पॉिजिटव पोल से कने
टैक कर । कर ।
• 3.15 mm ø इले ोड का उपयोग करके ट रन (फ बीड) को
जॉब के टुकड़ों को बाहरी िकनारों म बांध तािक शु आती
जॉइ की ट म गहराई तक जमाएं ।
दोष से बचा जा सके ।
• ैग िनकाल और एक 3.15 mm इले ोड के साथ दू सरा और
• जॉब को ओवरहेड पोजीशन म सेट कर और इसकी ऊं चाई समायोिजत
तीसरा रन जमा कर । (कौशल सूचना का संदभ ल ।)
कर ।
• िचमटे का उपयोग करके गम जॉब को हटा द ।
सुर ा क कपड़े पहन जैसे िक हेलमेट, ह ड ीव, ए न • वे को साफ कर और सतह के दोषों का इं े न कर ।
आिद।
• अ ास को तब तक दोहराएं जब तक िक आप िबना दोष के जॉइ
को वे करने म स म न हो जाएं ।
कौशल म (Skill Sequence)
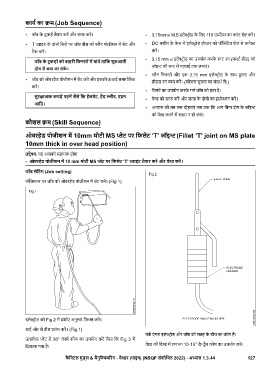
ओवरहेड पोजीशन म 10mm मोटी MS ेट पर िफलेट ‘T’ जॉइ (Fillet ‘T’ joint on MS plate
10mm thick in over head position)
उ े : यह आपको सहायक होगा
• ओवरहेड पोजीशन म 10 mm मोटी MS ेट पर िफलेट ‘T’ ाइंट तैयार कर और वे कर ।
जॉब सेिटंग (Job setting)
पॉिजशनर पर जॉब को ओवरहेड पोजीशन म सेट कर । (Fig 1)
इले ोड को Fig 2 म दशा ए अनुसार िफ कर ।
बाईं ओर से बीड ारंभ कर । (Fig 1)
वक एं गल इले ोड और जॉब की सतह के बीच का कोण है।
ऊ ा धर ेट से 30° काय कोण का उपयोग कर जैसा िक Fig 3 म
िदखाया गया है। वे की िदशा म लगभग 10-15° के ड ैग कोण का उपयोग कर ।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.44 127