
Page 147 - Welder(Pipe) - TP - Hindi
P. 147
काय का म (Job Sequence)
• पाइप और MS ेट को िदए गए आकार म काट और ेट को बीट • जॉइ को एक उपयु वे िफ चर पर रख तािक वे ंग 1G
कर रोिलंग िविध ारा की जा सके ।
• पाइप और ेट को ह ग जॉइंट के प म व त कर । • सेगम ट वे ंग िविध का उपयोग करके एक बार म जॉइ की वे ंग
• जॉइ के दू सरी ओर 90° के अंतराल पर चार ानों पर टैक वे पूरी कर ।
कर । • जॉइ को वायर श से साफ कर ।
सुिनि त कर िक टैिकं ग करते समय पाइप ेट की सतह • िकसी बाहरी वे दोष के िलए ने हीन इं े न कर ।
पर 90 िड ी पर है।
ेक सेगम ट वे ंग के अंत म उिचत ग ा भरना
• इले ोड को 4 mm ास म बदल । म म लेिपत MS इले ोड सुिनि त कर ।
और 160 ए ीयर करंट सेट कर । आक वे ंग और डी ैिगंग के दौरान उिचत सुर ा
सावधानी बरत ।
कौशल म (Skill Sequence)
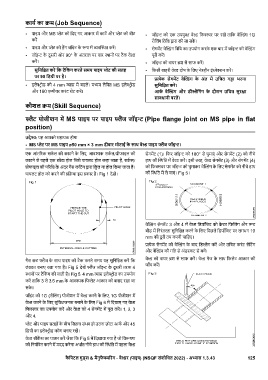
ैट पोजीशन म MS पाइप पर पाइप ज जॉइ (Pipe flange joint on MS pipe in flat
position)
उ े : यह आपको सहायक होगा
• MS ेट पर MS पाइप ø50 mm × 3 mm दीवार मोटाई के साथ वे पाइप ज जॉइ ।
एक आंत रक सक ल को काटने के िलए, आव क सक ल/ ोफाइल को सेगम ट (1)। िफर जॉइ को 180° से घुमाएं और सेगम ट (2) को नीचे
काटने से पहले एक छोटा होल िजसे पायलट होल कहा जाता है, सक ल/ हाथ की ित म वे कर । इसी तरह, वे सेगम ट (3) और सेगम ट (4)
ोफाइल की प रिध के अंदर गैस किटंग ारा िड ल या होल िकया जाता है। को िफ चर पर जॉइ को घुमाकर वे ंग के िलए सेगम ट को नीचे हाथ
पायलट होल को करने की ि या इस कार है। Fig 1 देख । की ित म ले जाएं । Fig 5।
वे ंग सेगम ट 3 और 4 म वे िडपॉिजट को े टर िफिलंग और ट
बीड म िनरंतरता सुिनि त करने के िलए िपछले िडपॉिजट पर लगभग 10
mm की दू री तय करनी चािहए।
ेक सेगम ट को वे ंग के बाद िड ैग कर और उिचत करंट सेिटंग
और वे ंग की गित से अंडरकट से बच ।
गैस कट ज के साथ पाइप को टैक करते समय यह सुिनि त कर िक वे को वायर श से साफ कर । वे गेज के साथ िफलेट आकार की
लंबवत बनाए रखा गया है। Fig 5 देख ज जॉइ के दू सरी तरफ 4 जाँच कर ।
ानों पर टैिकं ग की जाती है। Fig 5. 4 mm ास इले ोड का उपयोग
कर तािक 3 से 3.5 mm के आव क िफलेट आकार को बनाए रखा जा
सके ।
जॉइंट को 1G (रोिलंग) पोजीशन म वे करने के िलए, 1G पोजीशन म
वे करने के िलए सुिवधाजनक बनाने के िलए Fig 6 म िदखाए गए वे
िफ चर का उपयोग कर और वे को 4 सेगम ट म पूरा कर । 1, 2, 3
और 4.
ेट और पाइप सतहों के बीच िजतना संभव हो उतना छोटा आक और 45
िड ी का इले ोड कोण बनाए रख ।
वे सी स का पालन कर जैसा िक Fig 5 म िदखाया गया है जो िव पण
को िनयंि त करने म मदद करेगा अथा त नीचे हाथ की ित म पहला वे
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.43 125