
Page 145 - Welder(Pipe) - TP - Hindi
P. 145
कं धे पर रखकर इसे कम िकया जा सकता है जैसा िक Fig 2 म िदखाया आप एक शॉट आक का उपयोग करके गु ाकष ण के बल को
गया है। सफलतापूव क दू र कर सकते ह ।
3.15 mm ø MS इले ोड का उपयोग कर और 100 - 110 ए ीयर पहले वीड को िछि त रेखा के साथ जमा कर । गु ाकष ण भाव को कम
करंट सेट कर । ैट पोजीशन के िलए उपयोग िकए जाने वाले करंट की करने के िलए एक ब त छोटा मेलटन पूल बनाए रखने के िलए सावधानी
तुलना म लगभग 10amp कम सेट िकया जाता है, ों िक गु ाकष ण बरतनी चािहए।
के भाव को कम करने के िलए एक छोटे से मेलटन पूल को बनाए रखना
यह िपघले ए ैग को िपघली ई धातु म वेश करने से रोकने म भी
ब त मह पूण है।
मदद करेगा।
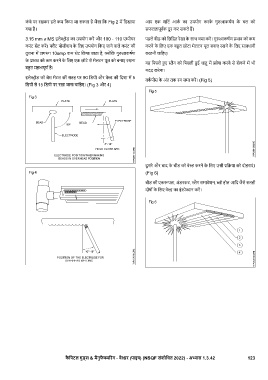
इले ोड को बेस मेटल की सतह पर 90 िड ी और वे की िदशा म 5
वक पीस के अंत तक रन जमा कर । (Fig 5)
िड ी से 15 िड ी पर रखा जाना चािहए। (Fig 3 और 4)
दू सरे और बाद के बीड को वे करने के िलए उसी ि या को दोहराएं ।
(Fig 6)
बीड की एक पता, अंडरकट, ैग समावेशन, ो होल आिद जैसे सतही
दोषों के िलए वे का इं े न कर ।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.42 123