
Page 158 - Welder(Pipe) - TP - Hindi
P. 158
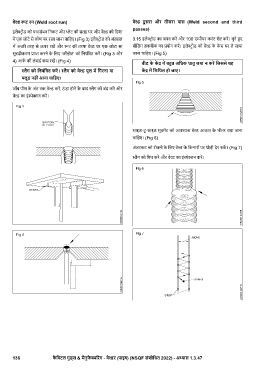
वे ट रन (Weld root run) वे द ू सरा और तीसरा पास (Weld second and third
passes)
इले ोड को यथासंभव िनकट और ेट की सतह पर और वे की िदशा
म एक छोटे से कोण पर रखा जाना चािहए। (Fig 3) इले ोड को अंतराल 3.15 इले ोड का चयन कर और 100 ए ीयर करंट सेट कर । बुने ए
म अ ी तरह से ऊपर रख और ट की तरफ वे पर एक छोटा सा बीिडंग तकनीक का योग कर । इले ोड को वे के फे स पर ले जाया
सु ढीकरण ा करने के िलए ‘कीहोल’ को िनयंि त कर । (Fig 3 और जाना चािहए। (Fig 5)
4) आक की लंबाई कम रख । (Fig 4)
बीड के क म ब त अिधक धातु जमा न कर िजससे यह
ैग को िनयंि त कर । ैग को वे पूल म िगरना या क म िशिथल हो जाए।
ूड नहीं आना चािहए।
जॉब पीस के अंत तक वे कर , ठं डा होने के बाद ैग को बंद कर और
वे का इं े न कर ।
साइड-टू -साइड मूवम ट को आव क वे आकार के भीतर रखा जाना
चािहए। (Fig 6)
अंडरकट को रोकने के िलए वे के िकनारों पर थोड़ी देर क । (Fig 7)
ैग को िचप कर और वे का इं े न कर ।
136 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.47