
Page 188 - Sheet Metal Worker -TT- TELUGU
P. 188
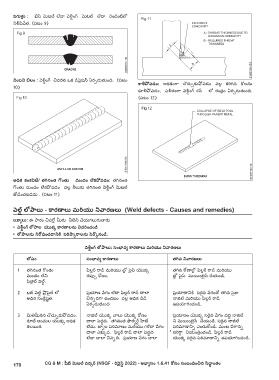
ప్గుళ్్ళ లే : బేస్ మెటల్ లేదా వెలి్డింగ్ మెటల్ లేదా ర్�ండింటిలో
నిలిపైివేత. (పటం 9)
నింప్ని బిలం : వెలి్డింగ్ చివరన ఒక డిపైె్రిష్న్ ఏరపుడుతుంది. (పటం
కాల్పో వడం: అధికంగ్ా చొచుచుకుప్ణ వడం వలలో కర్ిగ్ిన క్ొలను
10)
కూలిప్ణ వడం, ఫ్లితంగ్ా వెలి్డింగ్ రన్ లో రంధ్రిం ఏరపుడుతుంది.
(పటం 12)
అధిక కంకవిటీ/ తగినంత గ్కంతు మంద్ం లేకపో వడం: తగ్ినంత
గ్ొంతు మందం లేకప్ణ వడం వలలో క్్సలుకు తగ్ినంత వెలి్డింగ్ మెటల్
జ్ోడించబడదు . (పటం 11)
వెల్్డి లోపాలు - కార్ణ్ధలు మర్ియు నివార్ణలు (Weld defects - Causes and remedies)
లక్ష్యాలు: ఈ పాఠం చివర్్లలో మీరు వీటిని చేయగలుగుతారు
• వెల్్డింగ్ లోపాల యొక్క కార్ణ్ధలను వివర్ించండి
• లోపాలను నిర్ోధించడ్ధనిక్స ప్ర్ిష్ా్కర్ాలను పేర్్క్కనండి.
వెల్్డింగ్ లోపాలు: సంభ్్యవయా కార్ణ్ధలు మర్ియు నివార్ణలు
లోప్ం సంభ్్యవయా కార్ణ్ధలు తగిన నివార్ణలు
1 తగ్ినంత గ్ొంతు ఫిలలోర్ ర్ాడ్ మర్ియు బ్లలో పైెైప్ యొక్క తగ్ిన క్్రణాలోలో ఫిలలోర్ ర్ాడ్ మర్ియు
మందం లేని తపుపు క్్రణం. బ్లలో పైెైప్ మెయింటెైన్ చేయండి.
ఫిల�లో ట్ వెల్్డి.
2 బట్ వెల్్డి పొ్రి ఫెైల్ లో ప్రియాణ వేగం లేదా ఫిలలోర్ ర్ాడ్ చాలా ప్రియాణానిక్్ర సర్�ైన వేగంతో తగ్ిన సెైజు
అధిక సంక్్రలోష్ట్త. చిననిదిగ్ా ఉండటం వలలో అధిక వేడి న్ాజిల్ మర్ియు ఫిలలోర్ ర్ాడ్
ఏరపుడుతుంది ఉపయోగ్ించండి.
3 మిత్మీర్ిన చొచుచుకుప్ణ వడం. న్ాజిల్ యొక్క వాలు యొక్క క్్రణం ప్రియాణం యొక్క సర్�ైన వేగం వద్ద న్ాజిల్
రూట్ అంచుల యొక్క అధిక చాలా పైెద్దది. తగ్ినంత ఫ్ారవార్్డి హీట్ ని మెయింటెైన్ చేయండి. సర్�ైన న్ాజిల్
కలయిక. లేదు. జ్్వవాల పర్ిమాణం మర్ియు/లేదా వేగం పర్ిమాణానిని ఎంచుక్్రండి. మంట వేగ్ానని
చాలా ఎకు్కవ. ఫిలలోర్ ర్ాడ్ చాలా పైెద్దది ిసర్ిగ్ాగా నియంత్్రించండి. ఫిలలోర్ ర్ాడ్
లేదా చాలా చిననిది. ప్రియాణ వేగం చాలా యొక్క సర్�ైన పర్ిమాణానిని ఉపయోగ్ించండి.
170 CG & M : షీట్ మెటల్ వర్్కర్ (NSQF - ర్ివెైస్్డి 2022) - అభ్్యయాసం 1.6.41 కోసం సంబంధించిన సిద్్ధ ధా ంతం