
Page 193 - Sheet Metal Worker -TT- TELUGU
P. 193
తకు్కవ కర్�ంట్. కార్ణ్ధలు
పైెద్ద డయా వాడకం. ఎలక్్రట్రో డ్. సర్�ైన ఎడ్్జ పైి్రిపర్్రష్న్ లేదు.
స్టలింగ్ రన్ ని డిపాజిట్ చేయడానిక్్ర ముందు తగ్ినంత క్్సలోనింగ్ లేదా ఎకు్కవస్లపు నిలవా చేయడం వలలో పాడెైప్ణ యిన ఫ్లోక్సీ క్్రటెడ్ ఎలక్్రట్రో డ్
గ్్లగ్ింగ్ చేయకప్ణ వడం. ఉపయోగ్ించడం. మిత్మీర్ిన కర్�ంట్..
ఎలక్్రట్రో డ్ యొక్క తపుపు క్్రణం. తగ్ినంత రూట్ గ్ాయాప్ లేదు. పొ డవెైన ఆర్్క పొ డవు.
సర్ిక్ాని వెలి్డింగ్ టెక్్రనిక్.
మలీట్-రన్ వెలి్డింగ్ లో ప్రిత్ పరుగును సర్ిగ్ాగా శుభ్రిం చేయకప్ణ వడం.
పర్ిహార్ాలు
(a) నివార్ణ చర్యాలు
సర్�ైన జ్్వయింట్ పైి్రిపర్్రష్న్ ఉపయోగ్ించండి.
సర్�ైన రకం ఫ్లోక్సీ క్్రటెడ్ ఎలక్్రట్రో డ్ ఉపయోగ్ించండి. సర్�ైన ఆర్్క
పొ డవును ఉపయోగ్ించండి.
సర్�ైన వెలి్డింగ్ టెక్్రనిక్ ఉపయోగ్ించండి.
ప్ర్ిహార్ాలు
మలీట్-రన్ వెలి్డింగ్ లో ప్రిత్ రన్ ని క్షుణణోంగ్ా శుభ్రిం చేస్లలా చూసుక్్రండి.
(a) నివార్ణ చర్యాలు
(b) ద్ిద్ు ్ద బ్యట్ల చర్యాలు
సర్�ైన ఎడ్్జ పైి్రిపర్్రష్న్ అవసరం.
బాహయా/ఉపర్ితల స్ాలో గ్ చేర్ిక క్్రసం డెైమండ్ పాయింట్ ఉలిని
బేవెల్ యొక్క సర్�ైన క్్రణం మర్ియు అవసరమెైన రూట్ గ్ాయాప్ ఉండేలా
ఉపయోగ్ించి వాటిని తొలగ్ించండి లేదా ఆ పా్రి ంతానిని గ్�ైైండ్ చేసి
చూసుక్్రండి. ఎలక్్రట్రో డ్ యొక్క సర్�ైన పర్ిమాణానిని ఉపయోగ్ించండి.
త్ర్ిగ్ి ఉంచండి. అంతరగాత స్ాలో గ్ చేరుపుల క్ొరకు లోపం యొక్క లోతు
సర్�ైన వెలి్డింగ్ వేగం అవసరం.
వరకు గ్్లయింగ్ ఉపయోగ్ించండి మర్ియు ర్ీవెల్్డి చేయండి.
రూట్ రన్ అంతటా క్్స-హో ల్ మెయింటెైన్ చేయండి. సర్�ైన కర్�ంట్
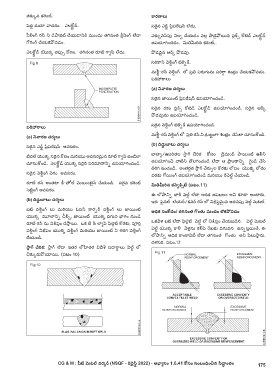
మితిమీర్ిన కనెవాక్ససిటీ (ప్టం.11)
సెటిట్ంగ్ అవసరం.
ఈ లోపానిని భార్ీ వెల్్డి లేదా అధిక ఉపబలం అని కూడా అంటారు.
(b) ద్ిద్ు ్ద బ్యట్ల చర్యాలు
ఇది ఫెైనల్ లేయర్/కవర్ రన్ లో నిక్ిపతామెైన అదనపు వెల్్డి మెటల్.
బట్ వెలి్డింగ్ లు మర్ియు ఓపైెన్ క్ారనిర్ వెలి్డింగ్ లు జ్్వయింట్
అధిక సంకోచం/ తగినంత గ్కంతు మంద్ం లేకపో వడం
యొక్క మూలానిని చీలిచు, జ్్వయింట్ యొక్క దిగువ భాగం నుండి
ఒకవేళ బట్ లేదా ఫిల�లో ట్ వెల్్డి లో నిక్ిపతాం చేయబడిన వెల్్డి మెటల్
రూట్ రన్ ను నిక్ిపతాం చేస్ాతా యి. ఒక టీ & లాయాప్ ఫిల�లో ట్ క్ొరకు, పూర్ితా
వెల్్డి యొక్క క్ాలి వేళలోను కలిపై్ల ర్్రఖకు దిగువన ఉననిటలోయితే, ఈ
వెలి్డింగ్ నిక్్రపం యొక్క వెలి్డింగ్ మర్ియు జ్్వయింట్ ని త్ర్ిగ్ి వెలిలోంగ్
లోపానిని అధిక క్ాంక్ావిటీ లేదా తగ్ినంత గ్ొంతు అని పైిలుస్ాతా రు.
చేయండి.
దళసర్ి. పటం.12
సా లే గ్ చేర్ిక: స్ాలో గ్ లేదా ఇతర లోహేతర విదేశీ పదార్ా్ధ లు వెల్్డి లో
చికు్కకుప్ణ యాయి. (పటం 10)
CG & M : షీట్ మెటల్ వర్్కర్ (NSQF - ర్ివెైస్్డి 2022) - అభ్్యయాసం 1.6.41 కోసం సంబంధించిన సిద్్ధ ధా ంతం 175