
Page 59 - Welder - TT - Punjabi
P. 59
ਸਮੱ ਭਸਆ ਭਨਪ੍ਟ੍ਾਰਾ
ਵਸਤੂ ਮੁਸੀਬਤ ਭਹੱ ਸਾ ਹੋਣ ਲਈ ਭਵਿੀ ਉਪ੍ਾਅ
ਹੋਜ਼ ਜੋੜ soap water Tighten further At the beginning of the
or water or replace. work.
ਗੈਸ ਲੀਕੇਜ ਿਾਲਿ & ਸਾਬਣ ਪਾਣੀ ਟਾਰਚ ਨਾੂੰ ਬਦਲੋ. ਦੇ ਸ਼ੁਰੂ ਵਿੱਚ
ਰੈਗੂਲੇਟਰ ਜਾਂ ਪਾਣੀ ਕੰਮ
ਟਾਰਚ ਕੱਟਣ ਦੀ ਵਟਪ ਸਾਬਣ ਪਾਣੀ ਹੋਰ ਕੱਸੋ ਦੇ ਸ਼ੁਰੂ ਵਿੱਚ
ਨਾੱ ਥੀ ਕਰਨਾਾ ਜਾਂ ਪਾਣੀ ਜਾਂ ਬਦਲੋ. ਕੰਮ
ਵਹੱਸਾ
ਦੀ ਚੂਸਣ ਇੰਜੈਕਟਰ ਬਾਲਣ ਪਲੱ ਗ ਬਦਲੋ। ਲਈ ਸਮੇਂ-ਸਮੇਂ ‘ਤੇ ਜਾਂਚ
ਐਸੀਟਲੀਨਾ ਗੈਸ ਦੀ ਹੋਜ਼ ਲਈ ਕਾਰਜ-ਸਮੇਂ ‘ਤੇ
ਨਾ ਾ ਲ ਮ ੰ ਹ ੂ
ਤੁਹਾਡੀ ਉਂਗਲ
ਪ੍ਰੀਹੀਵਟੰਗ ਵਨਾਰਪੱਖ ਲਾਟ ਸਾਫ਼ ਕਰੋ ਜਾਂ ਬਦਲੋ। ਦੇ ਸ਼ੁਰੂ ਵਿੱਚ
ਪ੍ਰੀਹੀਂ ਵਿਜ਼ੂਅਲ ਕੰਮ ਜਾਂ ਬੇਤਰਤੀਬੇ.
ਵਨਾਰੀਖਣ
ਆਕਸੀ ਕੱਟਣਾ ਵਦਖਾਈ ਦੇਣ ਿਾਲੀ ਸਾਫ਼ ਕਰੋ ਜਾਂ ਬਦਲੋ। ਦੇ ਸ਼ੁਰੂ ਵਿੱਚ
ਜਨਾਰਲ ਪ੍ਰਿਾਹ ਗੈਸ ਵਿਜ਼ੂਅਲ ਕੰਮ ਜਾਂ ਬੇਤਰਤੀਬੇ.
ਵਨਾਰੀਖਣ
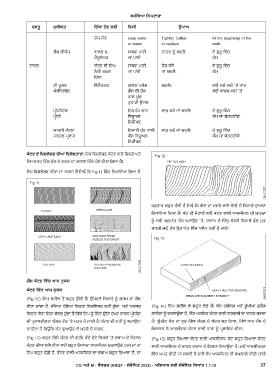
ਕੱ ਟ੍ਣ ਦਰੇ ਭਵਸ਼ਲਰੇਸ਼ਣ ਦੀਆਂ ਭਵਸ਼ਰੇਸ਼ਤਾਵਾਂ: ਇਹ ਵਿਸ਼ਲੇਸ਼ਣ ਕੱਟਣ ਿਾਲੇ ਵਚਹਰੇ ਅਤੇ Fig 12
ਇਸ ਸਤਹ ਵਿੱਚ ਕੱਟ ਦੇ ਗਠਨਾ ਦਾ ਹਿਾਲਾ ਵਦੰਦੇ ਹੋਏ ਕੀਤਾ ਵਗਆ ਹੈ।
ਇਹ ਵਿਸ਼ਲੇਸ਼ਣ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਵਜਿੇਂ ਵਕ Fig 11 ਵਿੱਚ ਵਦਖਾਇਆ ਵਗਆ ਹੈ
Fig 11
5
ਰਫ਼ਤਾਰ ਬਹੁਤ ਹੌਲੀ ਹੈ ਵਜਿੇਂ ਵਕ ਗੋਲ ਜਾਂ ਮਣਕੇ ਿਾਲੇ ਚੋਟੀ ਦੇ ਵਕਨਾਾਰੇ ਦੁਆਰਾ
ਵਦਖਾਇਆ ਵਗਆ ਹੈ। ਕੱਟ ਦੀ ਮੋਟਾਈ ਲਈ ਕੱਟਣ ਿਾਲੀ ਆਕਸੀਜਨਾ ਦੀ ਮਾਤਰਾ
ਨਾੂੰ ਸਹੀ ਅਨਾੁਪਾਤ ਤੱਕ ਘਟਾਉਣ ‘ਤੇ, ਦਬਾਅ ਦੇ ਵਚੰਨਾ੍ਹਾ ਹੇਠਲੇ ਵਕਨਾਾਰੇ ਿੱਲ ਮੁੜ
ਜਾਣਗੇ ਜਦੋਂ ਤੱਕ ਉਹ ਅੰਤ ਵਿੱਚ ਅਲੋਪ ਨਾਹੀਂ ਹੋ ਜਾਂਦੇ।
Fig 13
1
ਗੈਸ ਕੱ ਟ੍ਣ ਭਵੱ ਚ ਆਮ ਨੁਕਸ
ਕੱ ਟ੍ਣ ਭਵੱ ਚ ਆਮ ਨੁਕਸ
(Fig 12) ਵਟਪ ਸਟੀਲ ਤੋਂ ਬਹੁਤ ਉੱਚੀ ਹੈ। ਉੱਪਰਲੇ ਵਕਨਾਾਰੇ ਨਾੂੰ ਗਰਮ ਜਾਂ ਗੋਲ
ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਕੱਵਟਆ ਹੋਇਆ ਵਚਹਰਾ ਵਨਾਰਵਿਘਨਾ ਨਾਹੀਂ ਹੁੰਦਾ, ਅਤੇ ਅਕਸਰ (Fig 14) ਵਟਪ ਸਟੀਲ ਦੇ ਬਹੁਤ ਨਾੇ ੜੇ ਹੈ। ਕੱਟ ਗਰੋਿਜ਼ ਅਤੇ ਡੂੰਘੀਆਂ ਡਰੈਗ
ਵਚਹਰਾ ਥੋੜਾ ਵਜਹਾ ਬੇਿਲ ਹੁੰਦਾ ਹੈ ਵਜੱਥੇ ਵਟਪ ਨਾੂੰ ਇੰਨਾਾ ਉੱਚਾ ਰੱਖਣ ਕਾਰਨਾ ਪ੍ਰੀਹੀਟ ਲਾਈਨਾਾਂ ਨਾੂੰ ਦਰਸਾਉਂਦਾ ਹੈ, ਇੱਕ ਅਸਵਥਰ ਕੱਟਣ ਿਾਲੀ ਕਾਰਿਾਈ ਦਾ ਕਾਰਨਾ ਬਣਦਾ
ਦੀ ਪ੍ਰਭਾਿਸ਼ੀਲਤਾ ਅੰਸ਼ਕ ਤੌਰ ‘ਤੇ ਖਤਮ ਹੋ ਜਾਂਦੀ ਹੈ। ਕੱਟਣ ਦੀ ਗਤੀ ਨਾੂੰ ਘਟਾਉਣਾ ਹੈ। ਪ੍ਰੀਹੀਟ ਕੋਨਾ ਦਾ ਕੁਝ ਵਹੱਸਾ ਕੇਰਫ ਦੇ ਅੰਦਰ ਸੜ ਵਗਆ, ਵਜੱਥੇ ਆਮ ਗੈਸ ਦੇ
ਚਾਹੀਦਾ ਹੈ ਵਕਉਂਵਕ ਕੱਟ ਗੁਆਉਣ ਦੇ ਖ਼ਤਰੇ ਦੇ ਕਾਰਨਾ. ਵਿਸਥਾਰ ਨਾੇ ਆਕਸੀਜਨਾ ਕੱਟਣ ਿਾਲੀ ਧਾਰਾ ਨਾੂੰ ਪ੍ਰਭਾਵਿਤ ਕੀਤਾ।
(Fig 13) ਬਹੁਤ ਹੌਲੀ ਕੱਟਣ ਦੀ ਗਤੀ। ਕੱਟੇ ਹੋਏ ਵਚਹਰੇ ‘ਤੇ ਦਬਾਅ ਦੇ ਵਨਾਸ਼ਾਨਾ (Fig 15) ਬਹੁਤ ਵਜ਼ਆਦਾ ਕੱਟਣ ਿਾਲੀ ਆਕਸੀਜਨਾ। ਕੱਟ ਬਹੁਤ ਵਜ਼ਆਦਾ ਕੱਟਣ
ਕੱਟਣ ਦੀਆਂ ਸਵਥਤੀਆਂ ਲਈ ਬਹੁਤ ਵਜ਼ਆਦਾ ਆਕਸੀਜਨਾ ਦਰਸਾਉਂਦੇ ਹਨਾ। ਜਾਂ ਤਾਂ ਿਾਲੀ ਆਕਸੀਜਨਾ ਦੇ ਕਾਰਨਾ ਦਬਾਅ ਦੇ ਵਨਾਸ਼ਾਨਾ ਵਦਖਾਉਂਦਾ ਹੈ। ਜਦੋਂ ਆਕਸੀਕਰਨਾ
ਵਟਪ ਬਹੁਤ ਿੱਡੀ ਹੈ, ਕੱਟਣ ਿਾਲੀ ਆਕਸੀਜਨਾ ਦਾ ਦਬਾਅ ਬਹੁਤ ਵਜ਼ਆਦਾ ਹੈ, ਜਾਂ ਵਿੱਚ ਖਪਤ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ ਨਾਾਲੋਂ ਿੱਧ ਆਕਸੀਜਨਾ ਦੀ ਸਪਲਾਈ ਕੀਤੀ ਜਾਂਦੀ
CG ਅਤਰੇ M : ਵੈਲਡਰ (NSQF - ਸੰ ਸ਼ੋਭਿਤ 2022) - ਅਭਿਆਸ ਲਈ ਸੰ ਬੰ ਭਿਤ ਭਸਿਾਂਤ 1.1.18 37