
Page 58 - Welder - TT - Punjabi
P. 58
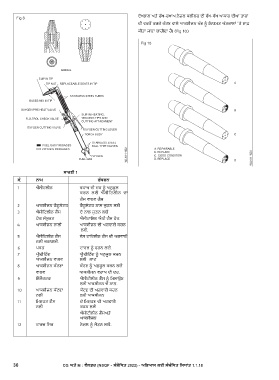
Fig 8 ਦੇਖਭਾਲ ਅਤੇ ਰੱਖ-ਰਖਾਅ:ਨਾੋ ਜ਼ਲ ਕਲੀਨਾਰ ਦੀ ਿੱਖ-ਿੱਖ ਆਕਾਰ ਦੀਆਂ ਤਾਰਾਂ
ਦੀ ਿਰਤੋਂ ਕਰਕੇ ਕੱਟਣ ਿਾਲੇ ਆਕਸੀਜਨਾ ਖੰਭ ਨਾੂੰ ਵਨਾਯਮਤ ਅੰਤਰਾਲਾਂ ‘ਤੇ ਸਾਫ਼
ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। (Fig 10)
Fig 10
ਸਾਰਣੀ 1
ਸੰ . ਨਾਮ ਫੰ ਕਸ਼ਨ
1 ਐਸੀਟਲੀਨਾ ਿਹਾਅ ਦੀ ਦਰ ਨਾੂੰ ਅਨਾੁਕੂਲ
ਕਰਨਾ ਲਈ ਐਸੀਵਟਲੀਨਾ ਦਾ
ਗੈਸ ਿਾਲਿ ਗੈਸ
2 ਆਕਸੀਜਨਾ ਰੈਗੂਲੇਟਰ ਰੈਗੂਲੇਟਰ ਨਾਾਲ ਜੁੜਨਾ ਲਈ
3 ਐਸੀਵਟਲੀਨਾ ਗੈਸ ਦੇ ਨਾਾਲ ਜੁੜਨਾ ਲਈ
ਹੋਜ਼ ਸੰਯੁਕਤ ਐਸੀਟਾਇਲ ਐਨਾੀ ਗੈਸ ਹੋਜ਼.
4 ਆਕਸੀਜਨਾ ਨਾਾਲੀ ਆਕਸੀਜਨਾ ਦੀ ਅਗਿਾਈ ਕਰਨਾ
ਲਈ.
5 ਐਸੀਵਟਲੀਨਾ ਗੈਸ ਏਸ ਟਾਇਲੀਨਾ ਗੈਸ ਦੀ ਅਗਿਾਈ
ਨਾਲੀ ਕਰਨਾ ਲਈ.
6 ਪਕੜ ਟਾਰਚ ਨਾੂੰ ਫੜਨਾ ਲਈ.
7 ਪ੍ਰੀਹੀਵਟੰਗ ਪ੍ਰੀਹੀਵਟੰਗ ਨਾੂੰ ਅਨਾੁਕੂਲ ਕਰਨਾ
ਆਕਸੀਜਨਾ ਿਾਲਿ ਲਈ ਲਾਟ
8 ਆਕਸੀਜਨਾ ਕੱਟਣਾ ਕੱਟਣ ਨਾੂੰ ਅਨਾੁਕੂਲ ਕਰਨਾ ਲਈ
ਿਾਲਿ ਆਕਸੀਜਨਾ ਿਹਾਅ ਦੀ ਦਰ.
9 ਇੰਜੈਕਟਰ ਐਸੀਟੀਲੀਨਾ ਗੈਸ ਨਾੂੰ ਵਮਲਾਉਣ
ਲਈ ਆਕਸੀਜਨਾ ਦੇ ਨਾਾਲ.
10 ਆਕਸੀਜਨਾ ਕੱਟਣਾ ਕੱਟਣ ਦੀ ਅਗਿਾਈ ਕਰਨਾ
ਨਾਲੀ ਲਈ ਆਕਸੀਜਨਾ
11 ਵਮਸ਼ਰਤ ਗੈਸ ਦੇ ਵਮਸ਼ਰਣ ਦੀ ਅਗਿਾਈ
ਨਾਲੀ ਕਰਨਾ ਲਈ
ਐਸੀਟੀਲੀਨਾ ਗੈਸਅਤੇ
ਆਕਸੀਜਨਾ
12 ਟਾਰਚ ਵਸਰ ਨਾੋ ਜ਼ਲ ਨਾੂੰ ਜੋੜਨਾ ਲਈ.
36 CG ਅਤਰੇ M : ਵੈਲਡਰ (NSQF - ਸੰ ਸ਼ੋਭਿਤ 2022) - ਅਭਿਆਸ ਲਈ ਸੰ ਬੰ ਭਿਤ ਭਸਿਾਂਤ 1.1.18