
Page 57 - Welder - TT - Punjabi
P. 57
ਬਹੁਤ ਆਮ ਕੱਟਣ ਲਈ; ਲਈ ਿੀ
ਭਾਰੀ ਕੱਟਣ ਅਤੇ ਸਟੀਲ.
ਦਰਵਮਆਨਾਾ ਗਰੂਵਿੰਗ, ਫਲੇਮ ਮਸ਼ੀਵਨਾੰ ਗ, ਗੌਵਗੰਗ ਲਈ
ਅਤੇ ਅਪੂਰਣ ਿੇਲਡ ਨਾੂੰ ਹਟਾਉਣਾ।
ਦਰਵਮਆਨਾਾ ਗਰੂਵਿੰਗ, ਗੌਵਗੰਗ ਜਾਂ ਹਟਾਉਣ ਲਈ
ਬਜ਼ੁਰਗਾਂ ਨਾਾਲ ਅਪੂਰਣ.
ਦਰਵਮਆਨਾਾ ਮਸ਼ੀਨਾ ਕੱਟਣ ਲਈ 45° ਵਡਗਰੀ.
ਬੇਿਲ ਜਾਂ ਹੱਥ ਕੱਟਣ ਿਾਲੇ ਵਰਿੇਟ ਵਸਰ।
ਭਾਰੀ ਫਲੇਅਰਡ ਕੱਟਣ ਿਾਲੇ ਆਰਫੀਸ ਪ੍ਰਦਾਨਾ ਕਰਦੇ
ਘੱਟ ਿੇਗ ਦੀ ਿੱਡੀ ਆਕਸੀਜਨਾ ਧਾਰਾ ਵਰਿੇਟ
ਹਟਾਉਣ (ਧੋਣ) ਲਈ।
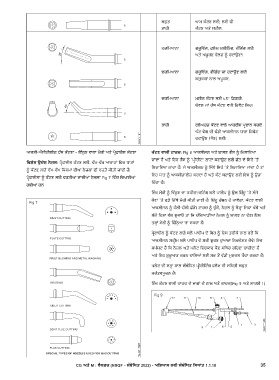
ਆਕਸੀ-ਐਸੀਟੀਲੀਨਾ ਹੱਥ ਕੱਟਣਾ - ਵਿੰਨਾ੍ਹਾ ਣ ਿਾਲਾ ਮੋਰੀ ਅਤੇ ਪ੍ਰੋਫਾਈਲ ਕੱਟਣਾ ਕੱ ਟ੍ਣ ਵਾਲੀ ਟ੍ਾਰਚ: Fig 8 ਆਕਸੀਜਨਾ ਅਤੇ ਬਾਲਣ ਗੈਸ ਨਾੂੰ ਵਮਲਾਇਆ
ਜਾਂਦਾ ਹੈ ਅਤੇ ਵਫਰ ਗੈਸ ਨਾੂੰ ‘ਪ੍ਰੀਹੀਟ’ ਲਾਟਾਂ ਬਣਾਉਣ ਲਈ ਛੱਤ ਦੇ ਵਸਰੇ ‘ਤੇ
ਭਵਸ਼ਰੇਸ਼ ਉਦਰੇਸ਼ ਨੋ ਜ਼ਲ: ਪ੍ਰੋਫਾਈਲ ਕੱਟਣ ਲਈ. ਿੱਖ-ਿੱਖ ਆਕਾਰਾਂ ਵਿਚ ਧਾਤਾਂ
ਵਲਜਾਇਆ ਜਾਂਦਾ ਹੈ। ਜੇ ਆਕਸੀਜਨਾ ਨਾੂੰ ਵਸੱਧੇ ਵਸਰੇ ‘ਤੇ ਵਲਜਾਇਆ ਜਾਂਦਾ ਹੈ ਤਾਂ
ਨਾੂੰ ਕੱਟਣ ਲਈ ਿੱਖ-ਿੱਖ ਵਕਸਮਾਂ ਦੀਆਂ ਨਾੋ ਜ਼ਲਾਂ ਦੀ ਿਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਇਹ ਧਾਤ ਨਾੂੰ ਆਕਸੀਡਾਈਜ਼ ਕਰਦਾ ਹੈ ਅਤੇ ਕੱਟ ਬਣਾਉਣ ਲਈ ਇਸ ਨਾੂੰ ਉਡਾ
ਪ੍ਰੋਫਾਈਲਾਂ ਨਾੂੰ ਕੱਟਣ ਲਈ ਿਰਤੀਆਂ ਜਾਂਦੀਆਂ ਨਾੋ ਜ਼ਲਾਂ Fig 7 ਵਿੱਚ ਵਦਖਾਈਆਂ
ਵਦੰਦਾ ਹੈ।
ਗਈਆਂ ਹਨਾ
ਇੱਕ ਮੋਰੀ ਨਾੂੰ ਵਿੰਨਾ੍ਹਾ ਣ ਦਾ ਤਰੀਕਾ:ਕਵਟੰਗ ਬਲੋ ਪਾਈਪ ਨਾੂੰ ਉਸ ਵਬੰਦੂ ‘ਤੇ ਸੱਜੇ
Fig 7 ਕੋਣਾਂ ‘ਤੇ ਫੜੋ ਵਜੱਥੇ ਮੋਰੀ ਕੀਤੀ ਜਾਣੀ ਹੈ। ਵਬੰਦੂ ਰੌਸ਼ਨਾ ਹੋ ਜਾਿੇਗਾ. ਕੱਟਣ ਿਾਲੀ
ਆਕਸੀਜਨਾ ਨਾੂੰ ਹੌਲੀ-ਹੌਲੀ ਛੱਡੋ। ਟਾਰਚ ਨਾੂੰ ਚੁੱਕੋ, ਨਾੋ ਜ਼ਲ ਨਾੂੰ ਥੋੜ੍ਹਾਾ ਵਜਹਾ ਖੱਬੇ ਅਤੇ
ਸੱਜੇ ਵਦਸ਼ਾ ਿੱਲ ਝੁਕਾਓ ਤਾਂ ਵਕ ਚੰਵਗਆੜੀਆਂ ਨਾੋ ਜ਼ਲ ਨਾੂੰ ਬਾਲਣ ਨਾਾ ਦੇਣ। ਇਸ
ਤਰ੍ਹਾਾਂ ਮੋਰੀ ਨਾੂੰ ਵਿੰਵਨਾ੍ਹਾ ਆ ਜਾ ਸਕਦਾ ਹੈ।
ਪ੍ਰੋਫਾਈਲ ਨਾੂੰ ਕੱਟਣ ਲਈ ਬਲੋ ਪਾਈਪ ਦੇ ਵਸਰ ਨਾੂੰ ਇਸ ਤਰੀਕੇ ਨਾਾਲ ਫੜੋ ਵਕ
ਆਕਸੀਜਨਾ ਸਟ੍ਰੀਮ ਬਲੋ ਪਾਈਪ ਦੇ ਸਹੀ ਝੁਕਣ ਦੁਆਰਾ ਵਨਾਰਦੇਸ਼ਤ ਹੋਿੇ। ਇਹ
ਸਪੱਸ਼ਟ ਹੈ ਵਕ ਨਾੋ ਜ਼ਲ ਅਤੇ ਪਲੇਟ ਵਿਚਕਾਰ ਕੋਣ ਸਵਥਰ ਰਵਹਣਾ ਚਾਹੀਦਾ ਹੈ
ਅਤੇ ਇਹ ਸ਼ੁਰੂਆਤ ਕਰਨਾ ਿਾਵਲਆਂ ਲਈ ਸਭ ਤੋਂ ਿੱਡੀ ਮੁਸ਼ਕਲ ਪੈਦਾ ਕਰਦਾ ਹੈ।
ਪਲੇਟ ਦੀ ਸਤ੍ਹਾਾ ਨਾਾਲ ਸੰਬੰਵਧਤ ਪ੍ਰੀਹੀਵਟੰਗ ਫਲੇਮ ਦੀ ਸਵਥਤੀ ਬਹੁਤ
ਮਹੱਤਿਪੂਰਨਾ ਹੈ।
ਇੱਕ ਕੱਟਣ ਿਾਲੀ ਟਾਰਚ ਦੇ ਭਾਗਾਂ ਦੇ ਨਾਾਮ ਅਤੇ ਕਾਰਜ(Fig 9 ਅਤੇ ਸਾਰਣੀ 1)
Fig 9
CG ਅਤਰੇ M : ਵੈਲਡਰ (NSQF - ਸੰ ਸ਼ੋਭਿਤ 2022) - ਅਭਿਆਸ ਲਈ ਸੰ ਬੰ ਭਿਤ ਭਸਿਾਂਤ 1.1.18 35