
Page 107 - Welder - TT - Punjabi
P. 107
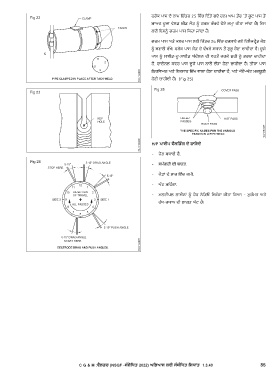
Fig 22 ਹਰੇਕ ਪਾਸ ਦੇ ਨਾਮ ਜਚੱਤਰ 25 ਜਵੱਚ ਜਦੱਤੇ ਗਏ ਹਨ। ਆਮ ਤੌਰ ‘ਤੇ ਰੂਟ ਪਾਸ ਤੋਂ
ਬਾਅਦ ਦੂਿਾ ਵੇਲਡ ਬੀਡ ਿੋੜਾ ਨੂੰ ਗਰਮ ਰੱਖਦੇ ਹੋਏ ਿਮ੍ਹਾ ਕੀਤਾ ਿਾਂਦਾ ਹੈ। ਇਸ
ਲਈ ਇਸਨੂੰ ਗਰਮ ਪਾਸ ਜਕਹਾ ਿਾਂਦਾ ਹੈ।
ਗਰਮ ਪਾਸ ਅਤੇ ਕਵਰ ਪਾਸ ਲਈ ਜਚੱਤਰ 24 ਜਵੱਚ ਦਰਸਾਏ ਗਏ ਇਲੈਕਟ੍ਰੋਡ ਕੋਣ
ਨੂੰ ਬਣਾਈ ਰੱਖੋ। ਹਰੇਕ ਪਾਸ ਿੋੜਾ ਦੇ ਵੱਖਰੇ ਸਥਾਨ ਤੋਂ ਸ਼ੁਰੂ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਦੂਿੇ
ਪਾਸ ਨੂੰ ਸਾਈਡ-ਟੂ-ਸਾਈਡ ਅੰਦੋਲਨ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਝਰੀ ਨੂੰ ਭਰਨਾ ਚਾਹੀਦਾ
ਹੈ. ਫਾਈਨਲ ਕਵਰ ਪਾਸ ਦੂਿੇ ਪਾਸ ਨਾਲੋਂ ਚੌੜਾਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਤੀਿਾ ਪਾਸ
ਜਨਰਜਵਘਨ ਅਤੇ ਇਕਸਾਰ ਜਦੱਖ ਵਾਲਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਘੱਟੋ-ਘੱਟ ਮਜ਼ਬੂਤੀ
ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। (Fig 25)
Fig 25
Fig 23
H/P ਪਾਈਪ ਵੈਲਸਡੰ ਗ ਦੇ ਿਾਇਦੇ
- ਿੋੜਾ ਸਥਾਈ ਹੈ.
Fig 24
- ਸਮੱਗਰੀ ਦੀ ਬਚਤ.
- ਿੋੜਾਾਂ ਦੇ ਭਾਰ ਜਵੱਚ ਕਮੀ.
- ਘੱਟ ਮਜਹੰਗਾ.
- ਮਲਟੀਪਲ ਲਾਈਨਾਂ ਨੂੰ ਹੋਰ ਨੇ ਜੜਾਓਂ ਇਕੱਠਾ ਕੀਤਾ ਜਗਆ। - ਮੁਰੰਮਤ ਅਤੇ
ਰੱਖ-ਰਖਾਅ ਦੀ ਲਾਗਤ ਘੱਟ ਹੈ।
C G & M :ਵੈਲਡਰ (NSQF -ਿੰ ਸ਼ੋਸਿਤ 2022) ਅਸਿਆਿ ਲਈ ਿੰ ਬੰ ਸਿਤ ਸਿਿਾਂਤ 1.3.40 85