
Page 104 - Welder - TT - Punjabi
P. 104
- ਇਲੈਕਟ੍ਰੋਡ ਨੂੰ ਿੁਆਇੰਟ ਦੀ ਿੜਾ੍ਹ ‘ਤੇ ਕੇਂਦਰੀ ਤੌਰ ‘ਤੇ ਜਨਰਦੇਜਸ਼ਤ ਕਰੋ ਅਤੇ
- ਪਾਈਪ ਨੂੰ ਉਦੋਂ ਤੱਕ ਜਹਲਾਓ ਿਦੋਂ ਤੱਕ ਜਕ ਖੰਡ ਦਾ ਅੰਤ TDC ਤੋਂ ਪਜਹਲਾਂ 10°
ਵੈਲਜਡੰਗ ਦੇ ਜਬੰਦੂ ‘ਤੇ ਪਾਈਪ ਦੇ ਘੇਰੇ ਦੇ ਅਨੁਸਾਰ।
‘ਤੇ ਨਾ ਹੋਵੇ।
- ਚੋਟੀ ਦੇ ਡੈੱਡ ਸੈਂਟਰ ਦੇ ਨੇ ੜਾੇ ਚਾਪ ਨੂੰ ਮਾਰੋ ਅਤੇ ਚਾਪ ਦੀ ਲੰ ਬਾਈ ਨੂੰ ਜਿੰਨਾ ਹੋ - ਜਪਛਲੀ ਵੇਲਡ ਰਨ ਦੇ ਅੰਤ ‘ਤੇ ਚਾਪ ਨੂੰ ਮਾਰੋ ਅਤੇ ਇੱਕ ਵੈਲਡ ਪੂਲ ਸਥਾਪਤ
ਸਕੇ ਛੋਟਾ ਰੱਖੋ। ਵੈਲਡ ਕਰਨਾ ਿਾਰੀ ਰੱਖੋ ਜਕਉਂਜਕ ਪਾਈਪ ਨੂੰ ਸਜਥਰ ਗਤੀ ‘ਤੇ ਕਰੋ।
ਹੱਥੀਂ ਘੁੰਮਾਇਆ ਿਾਂਦਾ ਹੈ। - ਇੱਕ ਹੋਰ 60° ਜਹੱਸੇ ਨੂੰ ਵੇਲਡ ਕਰੋ। (Fig10)
- ਜਡਪਾਜਜ਼ਟ ਪਜਹਲਾਂ ਇਲੈਕਟ੍ਰੋਡ ਨੂੰ ਰੂਟ ਫੇਸ ਤੋਂ ਰੂਟ ਫੇਸ ਤੱਕ ਥੋੜਾ੍ਹਾ ਜਿਹਾ ਬੁਣ
ਕੇ ਚਲਾਓ।
- ਬਹੁਤ ਜਜ਼ਆਦਾ ਘੁਸਪੈਠ ਦੇ ਜਬਨਾਂ ਿੜਾ੍ਹਾਂ ਦੇ ਜਚਹਜਰਆਂ ਦਾ ਪੂਰਾ ਜਫਊਜ਼ਨ
ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਰੋਟੇਸ਼ਨ ਦੀ ਗਤੀ ਨੂੰ ਜਵਵਸਜਥਤ ਕਰੋ।
- ਜਿਵੇਂ ਹੀ ਉਹ ਨੇ ੜਾੇ ਆਉਂਦੇ ਹਨ ਟੈਕ ਵੇਲਡ ਨੂੰ ਜਚਪ ਕਰੋ। ਟੈਕਾਂ ‘ਤੇ ਵੇਲਡ ਨਾ
ਕਰੋ ਨਹੀਂ ਤਾਂ ਟੈਜਕੰਗ ਪੁਆਇੰਟਾਂ ‘ਤੇ ਪ੍ਰਵੇਸ਼ ਦਾ ਨੁਕਸਾਨ ਹੋ ਸਕਦਾ ਹੈ।
- ਦੂਿੀ ਰਨ ਨਾਲ ਵੇਲਡ ਨੂੰ ਪੂਰਾ ਕਰੋ। ਹਰ ਜਫਊਜ਼ਨ ਜਚਹਰੇ ਦੇ ਬਾਹਰੀ ਜਕਨਾਰੇ
‘ਤੇ ਜਫਊਜ਼ਨ ਨੂੰ ਸੁਰੱਜਖਅਤ ਕਰਨ ਲਈ ਰੋਟੇਸ਼ਨ ਦੀ ਗਤੀ ਨੂੰ ਜਵਵਸਜਥਤ ਕਰੋ।
ਮਜ਼ਬੂਤੀ ਦੀ ਮਾਤਰਾ ਿੋੜਾ ਦੇ ਜਕਨਾਰੇ ਦੇ ਦੁਆਲੇ ਵੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ.
1b ਿੈਗਮੈਂਟਲ ਵੈਲਸਡੰ ਗ ਦੁਆਰਾ ਪਾਈਪ ਬੱ ਟ ਦੀ ਵੈਲਸਡੰ ਗ (IG ਿਸਥਤੀ
- ਖੰਡਾਂ ਜਵੱਚ ਵੈਲਜਡੰਗ ਿਾਰੀ ਰੱਖੋ ਿਦੋਂ ਤੱਕ ਰੂਟ ਰਨ ਪੂਰਾ ਨਹੀਂ ਹੋ ਿਾਂਦਾ।
ਅਰਥਾਤ ਰੋਟੇਸ਼ਨ ਦੁਆਰਾ)।
- ਪਾਈਪ ਨੂੰ ਉਦੋਂ ਤੱਕ ਜਹਲਾਓ ਿਦੋਂ ਤੱਕ ਜਕ ਖੰਡਾਂ ਦਾ ਮੱਧ ਜਬੰਦੂ TDC ‘ਤੇ ਨਾ
- ਪਾਈਪ ਦੇ ਜਕਨਾਜਰਆਂ ਨੂੰ 2.5 ਜਮਲੀਮੀਟਰ ਦੇ ਰੂਟ ਗੈਪ ਦੇ ਨਾਲ 35 ਤੋਂ 40°
ਹੋਵੇ।
ਕੋਣ ਤੱਕ ਮੋਜੜਾਆ ਿਾਂਦਾ ਹੈ।
- ਚਾਪ ਨੂੰ ਮਾਰੋ ਅਤੇ ਦੂਿੀ (ਜਫਜਲੰ ਗ) ਰਨ ਨੂੰ ਿਮ੍ਹਾ ਕਰੋ, ਜਤਆਰੀ ਨੂੰ ਭਰਨ ਅਤੇ
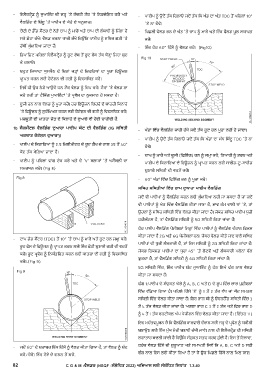
- ਪਾਈਪ ਨੂੰ ਪਜਹਲਾਂ ਵਾਂਗ ਟੇਕ ਕਰੋ ਅਤੇ ਦੋ ‘V’ ਬਲਾਕਾਂ ‘ਤੇ ਅਸੈਂਬਲੀ ਦਾ
ਪਾਈਪ ਦੇ ਜਕਨਾਜਰਆਂ ਦੇ ਜਫਊਜ਼ਨ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਸਾਈਡ-ਟੂ-ਸਾਈਡ
ਸਮਰਥਨ ਕਰੋ। (Fig 8)
ਬੁਣਾਈ ਸਜਥਤੀ ਦੀ ਵਰਤੋਂ ਕਰੋ।
- 60° ਖੰਡਾਂ ਜਵੱਚ ਜਫਜਲੰ ਗ ਰਨ ਨੂੰ ਪੂਰਾ ਕਰੋ।
ਿਸਥਰ ਿਸਥਤੀਆਂ ਸਵੱ ਚ ਚਾਪ ਦੁਆਰਾ ਪਾਈਪ ਵੈਲਸਡੰ ਗ
ਿਦੋਂ ਵੀ ਪਾਈਪਾਂ ਨੂੰ ਵੈਲਜਡੰਗ ਕਰਨ ਲਈ ਘੁੰਮਾਇਆ ਨਹੀਂ ਿਾ ਸਕਦਾ ਹੈ ਿਾਂ ਿਦੋਂ
ਵੀ ਪਾਈਪਾਂ ਨੂੰ ਖੇਤ ਜਵੱਚ ਵੈਲਜਡੰਗ ਕੀਤਾ ਿਾਣਾ ਹੈ, ਭਾਵ ਕੰਮ ਵਾਲੀ ਥਾਂ ‘ਤੇ, ਤਾਂ
ਉਹਨਾਂ ਨੂੰ ਸਜਥਰ ਸਜਥਤੀ ਜਵੱਚ ਵੇਲਡ ਕੀਤਾ ਿਾਂਦਾ ਹੈ। ਿੇਕਰ ਸਜਥਰ ਪਾਈਪ ਧੁਰੀ
ਹਰੀਿੱਟਲ ਹੈ, ਤਾਂ ਵੈਲਜਡੰਗ ਸਜਥਤੀ ਨੂੰ 5G ਸਜਥਤੀ ਜਕਹਾ ਿਾਂਦਾ ਹੈ।
ਹੋਰ ਪਾਈਪ ਵੈਲਜਡੰਗ ਪੋਿੀਸ਼ਨਾਂ ਜਿਨ੍ਹ ਾਂ ਜਵੱਚ ਪਾਈਪਾਂ ਨੂੰ ਵੈਲਜਡੰਗ ਦੌਰਾਨ ਜਫਕਸ
ਕੀਤਾ ਿਾਂਦਾ ਹੈ 2G ਅਤੇ 6G ਪੋਿੀਸ਼ਨਾਂ ਹਨ। ਿੇਕਰ ਵੇਲਡ ਕੀਤੇ ਿਾਣ ਵਾਲੇ ਸਜਥਰ
- ਟਾਪ ਡੇਡ ਸੈਂਟਰ (TDC) ਤੋਂ 10° ‘ਤੇ ਚਾਪ ਨੂੰ ਮਾਰੋ ਅਤੇ ਰੂਟ ਰਨ ਿਮ੍ਹਾ ਕਰੋ।
ਪਾਈਪਾਂ ਦੀ ਧੁਰੀ ਲੰ ਬਕਾਰੀ ਹੈ, ਤਾਂ ਇਸ ਸਜਥਤੀ ਨੂੰ 2G ਸਜਥਤੀ ਜਕਹਾ ਿਾਂਦਾ ਹੈ।
ਰੂਟ ਫੇਸ ਦੇ ਜਫਊਜ਼ਨ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਇੱਕ ਛੋਟੀ ਬੁਣਾਈ ਗਤੀ ਦੀ ਵਰਤੋਂ
ਿੇਕਰ ਜਫਕਸਡ ਪਾਈਪਾਂ ਦਾ ਧੁਰਾ 45° ‘ਤੇ ਲੇਟਵੇਂ ਅਤੇ ਲੰ ਬਕਾਰੀ ਪਲੇਨਾਂ ਵੱਲ
ਕਰੋ। ਰੂਟ ਪ੍ਰਵੇਸ਼ ਨੂੰ ਜਨਯੰਤਜਰਤ ਕਰਨ ਲਈ ਯਾਤਰਾ ਦੀ ਗਤੀ ਨੂੰ ਜਵਵਸਜਥਤ
ਝੁਕਦਾ ਹੈ, ਤਾਂ ਵੈਲਜਡੰਗ ਸਜਥਤੀ ਨੂੰ 6G ਸਜਥਤੀ ਜਕਹਾ ਿਾਂਦਾ ਹੈ।
ਕਰੋ।.(Fig 9)
5G ਸਜਥਤੀ ਜਵੱਚ, ਇੱਕ ਪਾਈਪ ਬੱਟ ਿੁਆਇੰਟ ਨੂੰ ਹੇਠ ਜਲਖੇ ਢਾੰਗ ਨਾਲ ਵੇਲਡ
ਕੀਤਾ ਿਾ ਸਕਦਾ ਹੈ।
ਢਾੰਗ 1:ਪਾਈਪ ਦੇ ਸੰਯੁਕਤ ਘੇਰੇ ਨੂੰ A, B, C ਅਤੇ D ਦੇ ਰੂਪ ਜਵੱਚ ਚਾਰ ਪੁਜ਼ੀਸ਼ਨਾਂ
ਜਵੱਚ ਵੰਜਡਆ ਜਗਆ ਹੈ। ਪਜਹਲੇ ਜਹੱਸੇ ‘ਏ’ ਨੂੰ 1 ਤੋਂ 2 ਤੱਕ ਵੱਧ ਿਾਂ ਘੱਟ ਸਮਤਲ
ਸਜਥਤੀ ਜਵੱਚ ਵੇਲਡ ਕੀਤਾ ਿਾਂਦਾ ਹੈ। ਜਫਰ ਭਾਗ ਬੀ ਨੂੰ ਓਵਰਹੈੱਡ ਸਜਥਤੀ ਜਵੱਚ 3
ਤੋਂ 4 ਤੱਕ ਵੇਲਡ ਕੀਤਾ ਿਾਂਦਾ ਹੈ। ਅਗਲਾ ਭਾਗ C 3 ਤੋਂ 2 ਤੱਕ ਅਤੇ ਜਫਰ ਭਾਗ D
ਨੂੰ 4 ਤੋਂ 1 ਤੱਕ ਵਰਟੀਕਲ ਅੱਪ ਪੋਿੀਸ਼ਨ ਜਵੱਚ ਵੇਲਡ ਕੀਤਾ ਿਾਂਦਾ ਹੈ। (ਜਚੱਤਰ 11)
ਇਹ ਮਹੱਤਵਪੂਰਨ ਹੈ ਜਕ ਵੈਲਜਡੰਗ ਕਾਰਵਾਈ ਦੌਰਾਨ ਸਹੀ ਿੜਾ੍ਹ ਦੇ ਪ੍ਰਵੇਸ਼ ਨੂੰ ਯਕੀਨੀ
ਬਣਾਉਣ ਲਈ ਇੱਕ ਮੁੱਖ ਮੋਰੀ ਬਣਾਈ ਰੱਖੀ ਿਾਵੇ। ਨਾਲ ਹੀ ਇਲੈਕਟ੍ਰੋਡ ਦੀ ਸਜਥਤੀ
ਲਗਾਤਾਰ ਬਦਲੀ ਿਾਂਦੀ ਹੈ ਜਕਉਂਜਕ ਸੰਯੁਕਤ ਸਤਹ ਕਰਵ ਹੁੰਦੀ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ,
ਹਰੇਕ ਵੇਲਡ ਜਹੱਸੇ ਦੀ ਸ਼ੁਰੂਆਤ ਅਤੇ ਸਮਾਪਤੀ ਜਿਵੇਂ ਜਕ A, B, C ਅਤੇ D ਸਹੀ
- ਿਦੋਂ 60° ਦੇ ਬਰਾਬਰ ਇੱਕ ਜਹੱਸੇ ਨੂੰ ਵੇਲਡ ਕੀਤਾ ਜਗਆ ਹੈ, ਤਾਂ ਵੇਲਡ ਨੂੰ ਬੰਦ
ਢਾੰਗ ਨਾਲ ਇਸ ਲਈ ਕੀਤਾ ਜਗਆ ਹੈ ਤਾਂ ਿੋ ਉਹ ਜਪਛਲੇ ਜਹੱਸੇ ਨਾਲ ਜਮਲ ਿਾਣ।
ਕਰੋ/ਰੋਕੋ। ਇੱਕ ਟੋਏ ਦੇ ਗਠਨ ਤੋਂ ਬਚੋ.
82 C G & M :ਵੈਲਡਰ (NSQF -ਿੰ ਸ਼ੋਸਿਤ 2022) ਅਸਿਆਿ ਲਈ ਿੰ ਬੰ ਸਿਤ ਸਿਿਾਂਤ 1.3.40