
Page 103 - Welder - TT - Punjabi
P. 103
ਬੱਟ ਿੋੜਾਾਂ ਦੀ ਵੈਲਜਡੰਗ ਦੌਰਾਨ ਪਾਈਪ ਹੋ ਸਕਦੀ ਹੈ
1 ਰੋਲਡ ਿਾਂ ਘੁੰਮਾਇਆ (1G ਸਜਥਤੀ)
2 ਸਜਥਰ (2G, 5G ਅਤੇ 6G ਸਜਥਤੀ)।
ਚਾਪ ਦੁਆਰਾ ਪਾਈਪ ਬੱਟ ਿੋੜਾਾਂ ਦੀ ਵੈਲਜਡੰਗ ਦੁਆਰਾ 1G ਸਜਥਤੀ ਜਵੱਚ ਕੀਤੀ
ਿਾ ਸਕਦੀ ਹੈ
a ਇੱਕ ਜਨਰੰਤਰ ਰੋਟੇਸ਼ਨ ਜਵਧੀ ਅਤੇ
b ਖੰਡ ਜਵਧੀ।
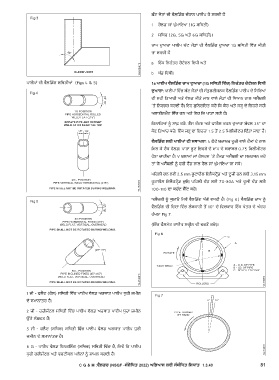
ਪਾਈਪਾਂ ਦੀ ਵੈਲਜਡੰਗ ਸਜਥਤੀਆਂ (Figs 4 & 5) 1a ਪਾਈਪ ਵੈਲਸਡੰ ਗ ਚਾਪ ਦੁਆਰਾ (1G ਿਸਥਤੀ ਸਵੱ ਚ) ਸਨਰੰ ਤਰ ਰੋਟੇਸ਼ਨ ਸਵਿੀ
ਦੁਆਰਾ: ਪਾਈਪਾਂ ਜਵੱਚ ਬੱਟ ਿੋੜਾਾਂ ਦੀ ਸੰਤੁਸ਼ਟੀਿਨਕ ਵੈਲਜਡੰਗ ਪਾਈਪ ਦੇ ਜਸਜਰਆਂ
ਦੀ ਸਹੀ ਜਤਆਰੀ ਅਤੇ ਵੇਲਡ ਕੀਤੇ ਿਾਣ ਵਾਲੇ ਿੋੜਾਾਂ ਦੀ ਜਧਆਨ ਨਾਲ ਅਸੈਂਬਲੀ
‘ਤੇ ਜਨਰਭਰ ਕਰਦੀ ਹੈ। ਇਹ ਸੁਜਨਸ਼ਜਚਤ ਕਰੋ ਜਕ ਬੋਰ ਅਤੇ ਿੜਾ੍ਹ ਦੇ ਜਚਹਰੇ ਸਹੀ
ਅਲਾਈਨਮੈਂਟ ਜਵੱਚ ਹਨ ਅਤੇ ਇਹ ਜਕ ਪਾੜਾਾ ਸਹੀ ਹੈ।
ਜਕਨਾਜਰਆਂ ਨੂੰ ਸਾਫ਼ ਕਰੋ. ਗੈਸ ਕੱਟਣ ਅਤੇ ਫਾਈਲ ਕਰਨ ਦੁਆਰਾ ਬੇਵਲ 35° ਦਾ
ਕੋਣ ਜਤਆਰ ਕਰੋ। ਇੱਕ ਿੜਾ੍ਹ ਦਾ ਜਚਹਰਾ 1.5 ਤੋਂ 2.5 ਜਮਲੀਮੀਟਰ ਜਦੱਤਾ ਿਾਣਾ ਹੈ।
ਵੈਲਸਡੰ ਗ ਲਈ ਪਾਈਪਾਂ ਦੀ ਿਥਾਪਨਾ: 4 ਛੋਟੇ ਬਰਾਬਰ ਦੂਰੀ ਵਾਲੇ ਟੈਕਾਂ ਦੇ ਨਾਲ
ਜਮਲ ਕੇ ਟੈਕ ਵੇਲਡ। ਪਾੜਾਾ ਰੂਟ ਜਚਹਰੇ ਦੇ ਮਾਪ ਦੇ ਬਰਾਬਰ 0.75 ਜਮਲੀਮੀਟਰ
ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। V ਬਲਾਕਾਂ ਿਾਂ ਰੋਲਰਸ ‘ਤੇ ਟੈਕਡ ਅਸੈਂਬਲੀ ਦਾ ਸਮਰਥਨ ਕਰੋ
ਤਾਂ ਿੋ ਅਸੈਂਬਲੀ ਨੂੰ ਫਰੀ ਹੈਂਡ ਨਾਲ ਰੋਲ ਿਾਂ ਘੁੰਮਾਇਆ ਿਾ ਸਕੇ।
ਪਜਹਲੀ ਰਨ ਲਈ 2.5 mm ਰੂਟਾਈਲ ਇਲੈਕਟ੍ਰੋਡ ਅਤੇ ਦੂਿੀ ਰਨ ਲਈ 3.15 mm
ਰੂਟਾਈਲ ਇਲੈਕਟ੍ਰੋਡ ਚੁਣੋ। ਪਜਹਲੀ ਦੌੜਾ ਲਈ 70-80A ਅਤੇ ਦੂਿੀ ਦੌੜਾ ਲਈ
100-110 ਦਾ ਕਰੰਟ ਸੈੱਟ ਕਰੋ।
ਅਸੈਂਬਲੀ ਨੂੰ ਘੁਮਾਓ ਜਿਵੇਂ ਵੈਲਜਡੰਗ ਅੱਗੇ ਵਧਦੀ ਹੈ। (Fig 6) ਵੈਲਜਡੰਗ ਚਾਪ ਨੂੰ
ਵੈਲਜਡੰਗ ਦੀ ਜਦਸ਼ਾ ਜਵੱਚ ਲੰ ਬਕਾਰੀ ਤੋਂ 10° ਦੇ ਜਵਚਕਾਰ ਇੱਕ ਖੇਤਰ ਦੇ ਅੰਦਰ
ਰੱਖਣਾ Fig 7.
(ਇੱਕ ਹੈਲਮੇਟ ਟਾਈਪ ਸਕ੍ਰੀਨ ਦੀ ਵਰਤੋਂ ਕਰੋ)।
1 ਿੀ - ਫਲੈਟ (ਰੋਲ) ਸਜਥਤੀ ਜਵੱਚ ਪਾਈਪ ਵੇਲਡ ਅਰਥਾਤ ਪਾਈਪ ਧੁਰੀ ਜ਼ਮੀਨ
ਦੇ ਸਮਾਨਾਂਤਰ ਹੈ।
2 ਿੀ - ਹਰੀਿੱਟਲ ਸਜਥਤੀ ਜਵੱਚ ਪਾਈਪ ਵੇਲਡ ਅਰਥਾਤ ਪਾਈਪ ਧੁਰਾ ਜ਼ਮੀਨ
ਉੱਤੇ ਲੰ ਬਵਤ ਹੈ।
5 ਿੀ - ਫਲੈਟ (ਸਜਥਰ) ਸਜਥਤੀ ਜਵੱਚ ਪਾਈਪ ਵੇਲਡ ਅਰਥਾਤ ਪਾਈਪ ਧੁਰੀ
ਜ਼ਮੀਨ ਦੇ ਸਮਾਨਾਂਤਰ ਹੈ।
6 G - ਪਾਈਪ ਵੇਲਡ ਇਨਕਜਲੰ ਗ (ਸਜਥਰ) ਸਜਥਤੀ ਜਵੱਚ ਹੈ, ਜਿਵੇਂ ਜਕ ਪਾਈਪ
ਧੁਰੀ ਹਰੀਿੱਟਲ ਅਤੇ ਵਰਟੀਕਲ ਪਲੇਨਾਂ ਨੂੰ ਸ਼ਾਮਲ ਕਰਦੀ ਹੈ।
C G & M :ਵੈਲਡਰ (NSQF -ਿੰ ਸ਼ੋਸਿਤ 2022) ਅਸਿਆਿ ਲਈ ਿੰ ਬੰ ਸਿਤ ਸਿਿਾਂਤ 1.3.40 81