
Page 106 - Welder - TT - Punjabi
P. 106
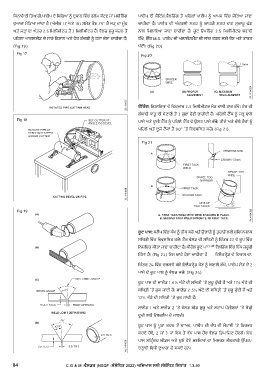
ਜਕਨਾਰੇ ਦੀ ਜਤਆਰੀ:ਪਾਈਪ ਦੇ ਜਸਜਰਆਂ ਨੂੰ ਦੁਕਾਨ ਜਵੱਚ ਫਲੇਮ ਕੱਟਣ ਿਾਂ ਮਸ਼ੀਜਨੰ ਗ ਪਾਈਪ ਦੀ ਸੈਜਟੰਗ:ਵੈਲਜਡੰਗ ਤੋਂ ਪਜਹਲਾਂ ਪਾਈਪ ਨੂੰ ਆਪਸ ਜਵੱਚ ਿੋਜੜਾਆ ਿਾਣਾ
ਦੁਆਰਾ ਮੋਜੜਾਆ ਿਾਂਦਾ ਹੈ (ਅੰਿੀਰ 17 ਅਤੇ 18) ਸਮੇਤ ਕੋਣ 75° ਹੈ ਿੜਾ੍ਹ ਦਾ ਮੂੰਹ ਚਾਹੀਦਾ ਹੈ। ਪਾਈਪ ਦੀ ਅੰਦਰਲੀ ਸਤਹ ਨੂੰ ਬਾਹਰੀ ਸਤਹ ਵਾਂਗ ਸੁਚਾਰੂ ਢਾੰਗ
ਅਤੇ ਿੜਾ੍ਹਾਂ ਦਾ ਅੰਤਰ 2.5 ਜਮਲੀਮੀਟਰ ਤੋਂ 3 ਜਮਲੀਮੀਟਰ ਹੈ। ਵੇਲਡ ਸ਼ੁਰੂ ਕਰਨ ਤੋਂ ਨਾਲ ਜਮਲਾਇਆ ਿਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਰੂਟ ਓਪਜਨੰ ਗ 2.5 ਜਮਲੀਮੀਟਰ ਬਣਾਈ
ਪਜਹਲਾਂ ਆਕਸਾਈਡ ਦੇ ਸਾਰੇ ਜਨਸ਼ਾਨ ਅਤੇ ਹੋਰ ਗੰਦਗੀ ਨੂੰ ਹਟਾ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ। ਰੱਖੋ, ਇੱਕ M.S. ਪਾਈਪ ਦੀ ਅਲਾਈਨਮੈਂਟ ਦੀ ਿਾਂਚ ਕਰਨ ਲਈ ਕੋਣ ਅਤੇ ਤਾਕਤ
(Fig 19) ਪੱਟੀ। (Fig 20)
Fig 17 Fig 20
ਟੈਸਕੰ ਗ: ਜਕਨਾਜਰਆਂ ਦੇ ਜਵਚਕਾਰ 2.5 ਜਮਲੀਮੀਟਰ ਮੋੜਾ ਵਾਲੀ ਤਾਰ ਰੱਖੋ। ਟੇਕ ਦੀ
ਲੰ ਬਾਈ ਧਾਤੂ ਦੀ ਮੋਟਾਈ ਤੋਂ 3 ਗੁਣਾ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। ਪਜਹਲੀ ਟੈੱਕ ਨੂੰ ਿੜਾ੍ਹ ਵਾਲੇ
Fig 18
ਪਾਸੇ ਅਤੇ ਦੂਿੀ ਟੈੱਕ ਨੂੰ ਪਜਹਲੇ ਟੈੱਕ ਦੇ ਉਲਟ ਪਾਸੇ ਰੱਖੋ। ਤੀਿੇ ਅਤੇ ਚੌਥੇ ਟੈਕਾਂ ਨੂੰ
ਪਜਹਲੇ ਅਤੇ ਦੂਿੇ ਟੈਕਾਂ ਤੋਂ 90° ‘ਤੇ ਜਵਵਸਜਥਤ ਕਰੋ। (Fig 21)
Fig 21
Fig 19
ਰੂਟ ਪਾਿ: ਕਲੈਂਪ ਜਵੱਚ ਕੰਮ ਨੂੰ ਠੀਕ ਕਰੋ ਅਤੇ ਉਚਾਈ ਨੂੰ ਤੁਹਾਡੇ ਲਈ ਸੁਜਵਧਾਿਨਕ
ਸਜਥਤੀ ਜਵੱਚ ਜਵਵਸਜਥਤ ਕਰੋ। ਟੈਕ ਵੇਲਡ ਦੀ ਸਜਥਤੀ ਨੂੰ ਜਚੱਤਰ 22 ਦੇ ਰੂਪ ਜਵੱਚ
ਜਨਸ਼ਜਚਤ ਕੀਤਾ ਿਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਕੀਹੋਲ ਰੂਟ ਪਾਸ ਦੀ ਵੈਲਜਡੰਗ ਜਵੱਚ ਇੱਕ ਜ਼ਰੂਰੀ
ਜਹੱਸਾ ਹੈ। (Fig 23) ਇਸ ਬਾਰੇ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਇਲੈਕਟ੍ਰੋਡ ਦੇ ਜਵਆਸ ਦਾ.
ਜਚੱਤਰ 24 ਜਵੱਚ ਦਰਸਾਏ ਗਏ ਇਲੈਕਟ੍ਰੋਡ ਕੋਣ ਨੂੰ ਬਣਾਈ ਰੱਖੋ, ਪਾਈਪ ਿੋੜਾ ਦੇ 2
ਪਾਸੇ ਦੇ ਰੂਟ ਪਾਸ ਨੂੰ ਵੇਲਡ ਕਰੋ। (Fig 24)
ਰੂਟ ਪਾਸ ਦੀ ਸਾਈਡ 1 6½ ਘੰਟੇ ਦੀ ਸਜਥਤੀ ‘ਤੇ ਸ਼ੁਰੂ ਹੁੰਦੀ ਹੈ ਅਤੇ 11½ ਘੰਟੇ ਦੀ
ਸਜਥਤੀ ‘ਤੇ ਰੁਕ ਿਾਂਦੀ ਹੈ। ਸਾਈਡ 2 5½ ਘੰਟੇ ਦੀ ਸਜਥਤੀ ‘ਤੇ ਸ਼ੁਰੂ ਹੁੰਦੀ ਹੈ ਅਤੇ
12½ ਘੰਟੇ ਦੀ ਸਜਥਤੀ ‘ਤੇ ਰੁਕ ਿਾਂਦੀ ਹੈ।
ਸਾਈਡ 1 ਅਤੇ ਸਾਈਡ 2 ‘ਤੇ ਵੇਲਡ ਬੀਡ ਸ਼ੁਰੂ ਅਤੇ ਸਟਾਪ ਪੋਿੀਸ਼ਨਾਂ ‘ਤੇ ਥੋੜਾ੍ਹੀ
ਦੂਰੀ ਲਈ ਓਵਰਲੈਪ ਹੋ ਿਾਣਗੇ।
ਰੂਟ ਪਾਸ ਨੂੰ ਪੂਰਾ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਪਾਈਪ ਦੀ ਕੰਧ ਦੀ ਮੋਟਾਈ ‘ਤੇ ਜਨਰਭਰ
ਕਰਦੇ ਹੋਏ, 2 ਿਾਂ 3 ਿਾਂ ਇਸ ਤੋਂ ਵੱਧ ਪਾਸ ਹੋਰ ਵੇਲਡ ਜਡਪਾਜਜ਼ਟ ਹੋਣਗੇ। ਇਹ
ਪਾਸ ਸਜਟ੍ਰੰਗਰ ਬੀਡਸ ਅਤੇ ਬੁਣੇ ਹੋਏ ਮਣਜਕਆਂ ਦਾ ਜਮਸ਼ਰਣ ਲੰ ਬਕਾਰੀ ਉੱਪਰ/
ਚੜਾ੍ਹਾਈ ਜਵਧੀ ਦੁਆਰਾ ਹੋ ਸਕਦੇ ਹਨ।
84 C G & M :ਵੈਲਡਰ (NSQF -ਿੰ ਸ਼ੋਸਿਤ 2022) ਅਸਿਆਿ ਲਈ ਿੰ ਬੰ ਸਿਤ ਸਿਿਾਂਤ 1.3.40