
Page 70 - Welder - TP - Marathi
P. 70
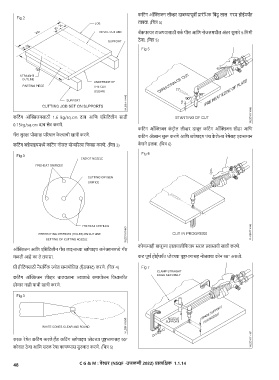
कक्टंग ऑक्क्सजन लीव्र दाबण्ापूववी प्ारंक्भक क्बंदू लाल गरम होईपयिंत
तापवा. (क्चत्र 5)
बलॅकफायर टाळण्ासाठी वक्ट पीस आक्ि नोजलमिील अंतर सुमारे 5 क्ममी
ठे वा. (क्चत्र 5)
कक्टंग ऑक्क्सजनसाठी 1.6 kg/sq.cm दाब आक्ि एक्सक्टलीन साठी
0.15kg/sq.cm दाब सेट करिे.
कक्टंग ऑक्क्सजन कं टट्ोल लीव्र दाबून कक्टंग ऑक्क्सजन सोडा आक्ि
गलॅस सुरषिा पोशाख पररिान के ल्ाची खात्री करिे. कक्टंग अलॅक्शन सुरू करिे आक्ि ब्ोपाइप पंच के लेल्ा रेषेसह एकसमान
कक्टंग ब्ोपाइपमध्े कक्टंग नोजल योग्यररत्या क्फक्स करिे. (क्चत्र 3) वेगाने हलवा. (क्चत्र 6)
कोित्याही बाजूच्ा हालचालीक्शवाय सरळ प्वासाची खात्री करिे.
ऑक्क्सजन आक्ि एक्सक्टलीन गलॅस लाइन्सच्ा ब्ोपाइप कनेक्शनमध्े गलॅस
गळती आहे का ते तपासा. कट पूि्ट होईपयिंत प्ेटच्ा पृष्ठभागासह नोजलचा कोन 90° असतो.
प्ी हीक्टंगसाठी नैसक्ग्टक ज्ोत समायोक्जत (ऍडजस्) करिे. (क्चत्र 4)
कक्टंग ऑक्क्सजन लीव्र चालवताना ज्वालाचे समायोजन क्वस्ळीत
होिार नाही याची खात्री करिे.
सरळ रेषेत कक्टंग करिे:हँड कक्टंग ब्ोपाइप प्ेटच्ा पृष्ठभागासह 90°
कोनात ठे वा आक्ि सरळ रेषा कापण्ास सुरुवात करिे. (क्चत्र 5)
48 C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.14