
Page 75 - Welder - TP - Marathi
P. 75
• योग्य कक्टंग फ्ेम समायोक्जत (ऍडजस्) करिे आक्ि कक्टंग ब्ोपाइप • कक्टंग ऑक्क्सजन बंद करिे आक्ि कट पूि्ट झाल्ावर ज्ोत क्वझवा.
90° कोनात िरा. (1.1.15 कौशल् क्म पहा).
• जॉब र्ंड झाल्ावर कट साफ करिे.
के लेल्रा हॉल िरासून गॅस वेल्ल्डंग चरालू किरा व मराक्ट के लेल्रा • एकसमानतेसाठी पृष्ठभाग कट तपासा.
ट्ररँगल लराईन ियिंत जरा. कराितरानरा योग्य गतरी आपि नोजलचे
अंति ठे वरा.
कराय्ट 3
• कापण्ासाठी िातूचा पृष्ठभाग स्वच्छ करिे.
कराितरानरा योग्य गतरी आपि नोजलचे अंति ठे वरा.
• रेखांकनामध्े दश्टक्वलेल्ा प्ोफाइलनुसार क्चन्ांक्कत करिे आक्ि पंच • कक्टंग ऑक्क्सजन बंद करिे आक्ि कट पूि्ट झाल्ावर ज्ोत क्वझवा.
करिे.
• जॉब र्ंड झाल्ावर कट साफ करिे.
• गलॅस कक्टंग प्ांटला कक्टंग ब्ो पाईपने सेट करिे.
• एकसमानतेसाठी पृष्ठभाग कट तपासा.
• िातूच्ा जाडीनुसार योग्य कक्टंग नोजल जोडा.
• िातूच्ा पृष्ठभागाला सुरुवातीच्ा क्बंदू वर चमकदार गरम करण्ासाठी
• कक्टंगसाठी गलॅस माप समायोक्जत (ऍडजस्) करिे. गरम करिे.
• योग्य कक्टंग फ्ेम समायोक्जत (ऍडजस्) करिे आक्ि ब्ोपाइप योग्य • पंच के लेली रेषेवर हळू वार आक्ि क्स्रपिे कक्टंग ब्ो पाईप दुसऱ्या
क्स्तीत ठे वा. टोकाकडे हलवा.
• क्डट् ल के लेल्ा क्िद्ापासून क्त्रकोिाच्ा रेखाक्चन्ापयिंत गलॅस वेक्ल्टंग • कापताना नोजलचा वेग आक्ि अंतर योग्य ठे वा.
सुरू करिे.
• कट पूि्ट झाल्ानंतर कक्टंग ऑक्क्सजन बंद करिे आक्ि नंतर ज्ोत
• क्त्रकोि पूि्ट करण्ासाठी क्चन्ांक्कत रेषेवर प्ोफाइल कट करिे. क्वझक्वने.
• आवश्यकतेनुसार प्ेटच्ा काठावरुन षटकोनीच्ा क्चन्ांक्कत रेषेपयिंत • कट साफ करिे आक्ि त्याची अचूकता तपासने.
कक्टंग सुरू करिे.
गॅस कपटंग प्रांट सिळ कििे (Straight the gas cutting plant)
उपदिष्: हे तुम्ाला मदत करेल
• पत्रकोिरी आपि षटकोनरी आकराि करािून घ्रा.
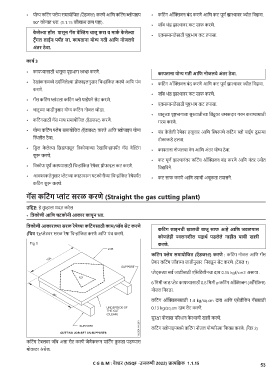
पत्रकोिरी आकरािराच्रा सिळ िेषेच्रा कपटंगसराठरी कराम/जॉब सेट कििे
कपटंग लराइनचरी खरालचरी बराजू सराफ आहे आपि जवळिरास
(पचत्र 1):प्ेटवर सरळ रेषा क्चन्ांक्कत करिे आक्ि पंच करिे.
कोितेहरी ज्वलनशरील िदरार्थ्ट िडलेले नराहरीत यराचरी खरात्ररी
कििे.
कपटंग फ्ेम समरायोपजत (ऍडजस्) कििे : कक्टंग नोजल आक्ि गलॅस
प्ेशर कक्टंग जॉबच्ा जाडीनुसार क्नवडू न सेट करिे. (टेबल 1)
प्ेट्सच्ा सव्ट जाडीसाठी एक्सक्टलीनचा दाब 0.15 kgf/cm2 असावा .
6 क्ममी जाड प्ेट कापण्ासाठी 0.8 क्ममी ø कक्टंग ऑक्क्सजन (ऑररक्फस)
नोजल क्नवडा.
कक्टंग ऑक्क्सजनसाठी 1.4 kg/sq.cm दाब आक्ि एसेतीक्लन गलॅससाठी
0.13 kg/sq.cm दाब सेट करिे.
सुरषिा पोशाख पररिान के ल्ाची खात्री करिे.
कक्टंग ब्ोपाइपमध्े कक्टंग नोजल योग्यररत्या क्फक्स करिे. (क्चत्र 2)
कक्टंग टेबलवर जॉब असा सेट करिे जेिेकरून पाक्टिंग तुकडा पडण्ास
मोकळा असेल.
C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.15 53