
Page 76 - Welder - TP - Marathi
P. 76
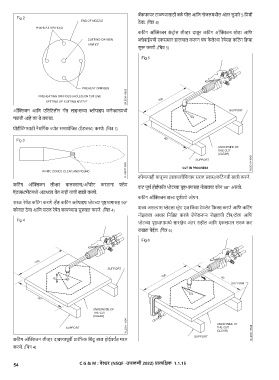
बलॅकफायर टाळण्ासाठी वक्ट पीस आक्ि नोजलमिील अंतर सुमारे 5 क्ममी
ठे वा. (क्चत्र 4)
कक्टंग ऑक्क्सजन कं टट्ोल लीव्र दाबून कक्टंग ऑक्क्सजन सोडा आक्ि
ब्ोपाईपची एकसमान हालचाल करून पंच के लेल्ा रेषेसह कक्टंग क्क्या
सुरू करिे..(क्चत्र 5)
ऑक्क्सजन आक्ि एक्सक्टलीन गलॅस लाइन्सच्ा ब्ोपाइप कनेक्शनमध्े
गळती आहे का ते तपासा.
प्ीहीक्टंगसाठी नैसक्ग्टक ज्ोत समायोक्जत (ऍडजस्) करिे. (क्चत्र 3)
कोित्याही बाजूच्ा हालचालीक्शवाय सरळ प्वास/कक्टंगची खात्री करिे.
कक्टंग ऑक्क्सजन लीव्र चालवताना/ऑपरेट करताना फ्ेम कट पूि्ट होईपयिंत प्ेटच्ा पृष्ठभागासह नोजलचा कोन 90° असतो.
ऍडजस्मेंटमध्े अडर्ळा येत नाही याची खात्री करिे.
कक्टंग ऑक्क्सजन वाल्व पूि्टपिे ओपन .
सरळ रेषेत कक्टंग करिे :हँड कक्टंग ब्ोपाइप प्ेटच्ा पृष्ठभागासह 90°
कोनात ठे वा आक्ि सरळ रेषेत कापण्ास सुरुवात करिे. (क्चत्र 4) शक्य असल्ास प्ेटला स्ट्ेट एज क्कं वा टेम्प्ेट क्फक्स करिे आक्ि कक्टंग
नोझलला आिार क्नक्चित करिे जेिेकरून नोझलची टीप/टोक आक्ि
प्ेटच्ा पृष्ठभागामध्े सारखेच अंतर राहील आक्ि एकसमान सरळ कट
राखता येईल. (क्चत्र 6)
कक्टंग ऑक्क्सजन लीव्र दाबण्ापूववी प्ारंक्भक क्बंदू लाल होईपयिंत गरम
करिे. (क्चत्र 4)
54 C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.15