
Page 66 - Welder - TP - Marathi
P. 66
करामराचरा रिम (Job Sequence)
• संपूि्ट सुरषिा पोशाख घाला. वक्ट िरीस आपि नोजलमध्े सुमरािे 5 पममरी अंति ठे वरा.
• गलॅस वेक््डिंग प्ांटला कक्टंग ब्ोपाइप सह सेट करिे. • कक्टंग ऑक्क्सजन सोडा आक्ि कक्टंग क्क्येचे क्नरीषिि करिे.
• िातूच्ा जाडीनुसार योग्य नोजल जोडा. • प्क्क्या ओळीचे अनुसरि करून कक्टंग ब्ोपाइप दुसऱ्या टोकाकडे
• िातूच्ा जाडीनुसार कक्टंग नोजलची जाडी आक्ि एक्सक्टलीन आक्ि हलवा.
कक्टंग ऑक्क्सजनचे गलॅस प्ेशर समायोक्जत (ऍडजस्) करिे. नोजलचरा योग्य वेग आपि अंति ठे वरा.
• कापण्ासाठी पृष्ठभाग स्वच्छ करिे. • कक्टंग ऑक्क्सजन बंद करिे आक्ि कट पूि्ट झाल्ावर ज्वाला बंद
• सरळ रेषेवर पंच करिे. करिे.
• योग्य कक्टंग फ्ेम सेक्टंग समायोक्जत (ऍडजस्) करिे. • कट स्वच्छ करिे आक्ि दोषांक्शवाय त्याची अचूकता तपासा.
• कट लाइन आक्ि प्ेट पृष्ठभागावर कक्टंग ब्ोपाइप 90 औंशा च्ा • चांगला आक्ि गुळगुळीत कट येईपयिंत प्ात्यक्षिकाची पुनरावृत्ी करिे.
कोनात िरा.
• प्ेटच्ा एका टोकाला पंच लाईनवर चेरी रेड गरम होईपयिंत िरून
ठे वा.
कौशल् रिम (Skill Sequence)
हरातराने सिळ कपटंग कििे. (Straight cutting along by hand)
उपदिष्: हे तुम्ाला मदत करेल
• सुिषिरा खबिदरािरी िराळरा.
• कपटंग नोजल आपि गॅस प्ेशि पनवडरा.
गॅस कपटंग प्रांट सेट कििे:ऑक्सी-एक्सक्टलीन प्ांट सेट करिे आक्ि कपटंग फ्ेम समरायोपजत (ऍडजस्) कििे.
कक्टंग ब्ोपाइप कनेक्ट करिे. कक्टंग नोजल क्नवडा आक्ि कक्टंग जॉबच्ा जाडीनुसार गलॅस प्ेशर सेट
करािण्रासराठरी कराम/जॉब सेट कििे (पचत्र 1) करिे. (ततिा 1) ब्ोपाइपमध्े कक्टंग नोजल योग्यररत्या सेट करिे. (क्चत्र
2)
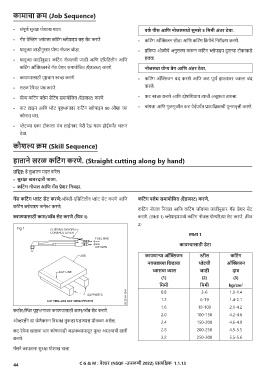
तक्रा 1
करािण्रासराठरी डेटरा
कराििराऱ्यरा ऑल्क्जन स्रील कपटंग
नवजलच्रा पिद्राचरा प्ेटचरी ऑल्क्जन
व्रासचरा व्रास जराडरी दराब
(1) (2) (3)
पममरी पममरी kg/cm 2
0.8 3-6 1.0-1.4
1.2 6-19 1.4-2.1
1.6 19-100 2.1-4.2
कठोर/क्स्र पृष्ठभागावर कापण्ासाठी काम/जॉब सेट करिे.
2.0 100-150 4.2-4.6
ओव्रहॅंग द्ा जेिेकरुन क्वभति तुकडा पडण्ास मोकळा असेल. 2.4 150-200 4.6-4.9
कट रेषेचा खालचा भाग कोित्याही अडर्ळ्ापासून मुति असल्ाची खात्री 2.8 200-250 4.9-5.5
करिे. 3.2 250-300 5.5-5.6
गलॅसने कापताना सुरषिा पोशाख घाला.
44 C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.13