
Page 63 - Welder - TP - Marathi
P. 63
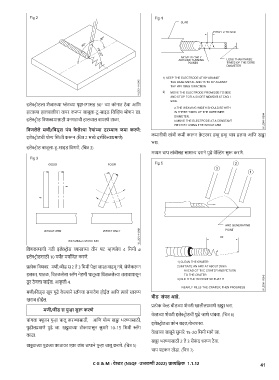
इलेक्टट्ोडला शेजारच्ा प्ेटच्ा पृष्ठभागासह 90° च्ा कोनात ठे वा आक्ि
हाताच्ा हालचालीचा वापर करून बाजूला-टू -साइड क्वक्व्ंग मोशन द्ा.
इलेक्टट्ोड क्विकामासाठी मनगटाची हालचाल वापरिे टाळा.
पविलेले मिरी/पबड्स िंच के लेल्रा िेषरांच्रा दिम्रान जमरा कििे:
इलेक्टट्ोडची योग्य क्स्ती करून (क्चत्र 2 मध्े दश्टक्वल्ाप्मािे) कमानीची लांबी कमी करून क्े टरवर हळू हळू चाप हलवा आक्ि खड्ा
भरा.
इलेक्टट्ोड बाजूला-टू -साइड क्वििे. (क्चत्र 3)
मध्म चाप लांबीसह सामान्य दराने पुढे वेक््डिंग सुरू करिे.
क्विकामाची गती इलेक्टट्ोड व्ासाच्ा तीन पट म्िजेच 4 क्ममी ø
इलेक्टट्ोडसाठी 10 पयिंत मया्टक्दत करिे.
प्त्येक क्विवर मिी/बीड स 2 ते 3 क्ममी पेषिा जास्त वाढवू नये, जेिेकरून
हलका, पातळ, क्वतळलेला स्लॅग नेहमी िातूच्ा क्वतळलेल्ा तलावापासून
दू र ठे वला जाईल. आकृ ती 4.
मिी/क्बड्स खूप पुढे के ल्ाने स्लॅगचा समावेश होईल आक्ि त्याचे स्वरूप
खराब होईल. बरीड संित आहे.
प्त्येक वे्डि बीडच्ा शेवटी खालीलप्मािे खड्ा भरा.
मिरी/बरीड स िुन्रा सुरू कििे
वे्डिच्ा शेवटी इलेक्टट्ोडची पुढे जािे र्ांबवा. (क्चत्र 6)
चांगला फ्ूजन पुन्ा चालू करण्ासाठी, आक्ि योग्य खड्ा भरण्ासाठी, इलेक्टट्ोडचा कोन बदल/फे रफारा.
पुढीलप्मािे पुढे जा. खड्डाच्ा टोकापासून सुमारे 10-15 क्ममी स्लॅग
काढा. वे्डिच्ा बाजूने सुमारे 15-20 क्ममी मागे जा.
खड्ा भरण्ासाठी 2 ते 3 सेकं द िरून ठे वा.
खड्डाच्ा पुढच्ा काठावर एका लांब चापाने पुन्ा चालू करिे. (क्चत्र 5)
चाप पटकन तोडा. (क्चत्र 7)
C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.12 41