
Page 69 - Welder - TP - Marathi
P. 69
करामराचरा रिम (Job Sequence)
• पंच के लेल्ा रेषेचे एक टोक चेरी रेड हीट क्स्तीपयिंत गरम करिे.
सिळ कट किण्रासराठरी मरापकिं ग कििे.
• सव्ट सुरक्षिततेचे कपडे घाला. • कामाचा तुकडा आक्ि नोजलच्ा टोकातील अंतर सुमारे 5 क्ममी ठे वा.
• गलॅस वेक््डिंग प्ांटला कक्टंग ब्ोपाइपसह सेट करिे. • प्ी हीट शंकू /कोि प्ेटच्ा वर अंदाजे 1.6 क्ममी ठे वा.
• कापल्ा जािाऱ्या िातूच्ा जाडीनुसार योग्य कक्टंग नोजल बसवा • ज्ोत टीपच्ा आकारापेषिा र्ोडी मोठी वतु्टळात हलवा. जेव्ा िातू चेरी
(एमएस प्ेट 10 क्ममी जाडीसाठी क्िद् कापण्ाचे नोजल 1.2 क्ममी लाल रंगा पयिंत गरम होईल, तेव्ा टोक प्ेटच्ा काठावर हलवा.
वापरा). • कक्टंग ऑक्क्सजन लीव्र ताबडतोब चालवा आक्ि मशाल /फ्ेम्
• कक्टंग नोजलच्ा आकारानुसार ऑक्क्सजन आक्ि एक्सक्टलीन गलॅसचा कापण्ाच्ा क्दशेने हळू हळू हलवा.
दाब दोन्ी समायोक्जत (ऍडजस्) करिे. (ऑक्क्सजन 1.6 kg/sq.cm • टॉच्टचा योग्य वेग आक्ि प्ेट पृष्ठभाग आक्ि नोजलमिील अंतर कटच्ा
आक्ि एक्सक्टलीन 0.15 kg/sq.cm) शेवटपयिंत ठे वा.
दराब समरायोपजत (ऍडजस्) कितरानरा, कपटंग ब्ोिराइि वराल्वहि • जर लांब प्ेट्स कापायच्ा असतील तर, चांगला सरळ गलॅस कट
उघडे ठे वरा. पृष्ठभाग क्मळक्वण्ासाठी, कटच्ा रेषेला समांतर सरळ माग्टदश्टक
• गलॅस वेक््डिंग गॉगल घाला. पट्ी लावा आक्ि कक्टंग टॉच्टला जोडलेल्ा माग्टदश्टकाचा वापर करिे.
क्लॅम्प के लेल्ा फ्लॅटच्ा बाजूने टॉच्ट एकसारखे हलवा आक्ि फ्लॅटच्ा
• नैसक्ग्टक ज्ोत सेट करिे. क्वरूद्ध माग्टदश्टक पट्ीवर दाबा.
• 200×100×10 जाड प्ेट घ्ा, स्वच्छ करिे, क्चन्ांक्कत करिे आक्ि • कट पूि्ट झाल्ावर कक्टंग ऑक्क्सजन लीव्र सोडा आक्ि ज्ोत बंद
प्ेटवरील सरळ रेषा 25 क्ममी अंतरावर करिे. करा.
• कक्टंग लाइन आक्ि कक्टंग नोजल अषि आक्ि नोजल आक्ि प्ेटच्ा • कापलेल्ा काठावर क्चकटलेला कोिताही स्लॅग काढू न टाकल्ानंतर
पृष्ठभागाच्ा दरम्ान ब्ोपाइप 90° च्ा कोनात िरा.
वायर ब्रशने कट पृष्ठभाग स्वच्छ करिे.
कौशल् रिम (Skill Sequence)
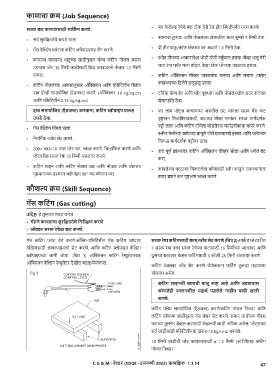
गॅस कपटंग (Gas cutting)
उपदिष्: हे तुम्ाला मदत करेल
• गॅसने कराितरानरा सुिपषिततेचे पनिरीषिि कििे
• जॉबवि सिळ िेषेचरा कट कििे.
गलॅस कक्टंग प्ांट सेट करिे:ऑक्क्स-एक्सक्टलीन गलॅस कक्टंग प्ांटला सिळ िेषरा कपटंगसराठरी कराम/जॉब सेट कििे (पचत्र 2):माकिं ड प्ेटवरील
वेक््डिंगसाठी लावल्ाप्मािे सेट करिे, आक्ि कक्टंग ब्ोपाइप वेक््डिंग 7 सरळ रेषा एका सरळ रेषेच्ा कटासाठी 15 क्ममीच्ा अंतरावर आक्ि
ब्ोपाइपच्ा जागी जोडा. (क्चत्र 1) ऑक्क्सजन कक्टंग रेग्युलेटरसह दुसऱ्या काठावर बेव्ल कक्टंगसाठी 3 ओळी 25 क्ममी अंतरावर करिे.
ऑक्क्सजन वेक््डिंग रेग्युलेटर देखील बदल/फे रफारा. कक्टंग टेबलवर जॉब सेट करिे जेिेकरून पाक्टिंग तुकडा पडण्ास
मोकळा असेल.
कपटंग लराइनचरी खरालचरी बराजू स्पष् आहे आपि जवळिरास
कोितेहरी ज्वलनशरील िदरार्थ्ट िडलेले नराहरीत यराचरी खरात्ररी
कििे.
कक्टंग फ्ेम समायोक्जत (ऍडजस्) करिे:कक्टंग नोजल क्नवडा आक्ि
कक्टंग जॉबच्ा जाडीनुसार गलॅस प्ेशर सेट करिे. समान जाडीच्ा चौरस
कटच्ा तुलनेत बेव्ल कटसाठी बेव्लची जाडी अक्िक असेल. प्ेट्सच्ा
सव्ट जाडीसाठी एक्सक्टलीनचा दाब 0.15 kg/cm2 असावा.
10 क्ममी जाडीची प्ेट कापण्ासाठी ø 1.2 क्ममी (ओरीक्फस) कक्टंग
नोजल क्नवडा.
C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.14 47