
Page 253 - Welder - TP - Kannada
P. 253
ಕೆಲ್ಸದ ಅನುಕ್್ರಿ ಮ (Job Sequence)
1 ರೇಖಾಚಿತ್್ರ ದ ಪ್ರ ಕಾರ ಹಾಳೆಯನ್ನು ಕತ್್ತ ರಿಸಿ.
2 ಹಾಳೆಗಳ ಅಿಂಚುಗಳನ್ನು ಚೌಕಕ್ಕೆ ರುಬಿಬೆ ಮತು್ತ ಫೈಲ್
ಮಾಡಿ.
3 ಕಾಬ್ಬನ್ ಸಿ್ಟ ಲೇಲ್ ವೈರ್ ಬ್ರ ಷ್ ಮತು್ತ ಫಿಲ್ಲಿ ಿಂಗ್ ಮೂಲಕ
ಪ್ಲಿ ಲೇಟ್್ಗ ಳ ಮೇಲ್್ಮ ರೈಯನ್ನು ಡಿಬರ್್ಬ ಮಾಡಿ ಮತು್ತ
ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ.
4 ಡ್್ರ ಯಿಿಂಗ್ ಪ್ರ ಕಾರ ಪ್ಲಿ ಲೇಟ್ ಅನ್ನು ಮೂಲ್ಯ ರೂಪದಲ್ಲಿ
ಹೊಿಂದಿಸಿ.
5 ರಕ್ಷಣಾತ್್ಮ ಕ ಬಟ್್ಟ ಗಳನ್ನು ಧ್ರಿಸಿ.
6 ಟ್ರ್್ಬ ಅನ್ನು ಯಂತ್್ರ ದ ಧ್ನಾತ್್ಮ ಕ ಟ್ಮಿ್ಬನಲ್್ಗ
ಸಂಪಕ್ಬಪಡಿಸಿ.
7 90-100A ಪ್ರ ಸು್ತ ತ್/ಅನ್ಗುಣವಾದ ವೈರ್ ಫಿಲೇಡ್
ದರವನ್ನು ಹೊಿಂದಿಸಿ, 3-4m/min19 ರಿಿಂದ 2 ಆಕ್್ಬ 12 ಉತ್್ತ ಮ ಲ್ಗ್ ಉದ್ದ ಮತು್ತ ಪ್ಲಿ ಲೇಟ್್ಗ ಳ ಸಮಿ್ಮ ಳನವನ್ನು
ವಲೇಲ್್ಟ ಲೇಜ್ ಮತು್ತ ಡಿಪ್ ವಗ್್ಬವಣೆ ರ್ಲೇಡ್ ಅನ್ನು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ .
ಬಳಸಿಕೊಿಂಡು ರನ್ ಅನ್ನು ಠೇವಣಿ ಮಾಡಿ.
13 ಕಟ್ ಅಡಿಯಲ್ಲಿ ತ್ಪ್್ಪ ಸಿ.
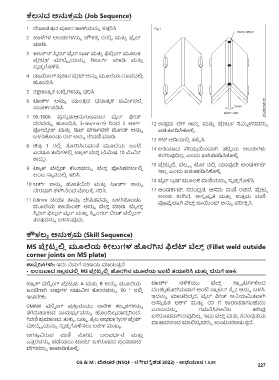
8 ಚಿತ್್ರ 1 ರಲ್ಲಿ ತಲೇರಿಸಿರುವಂತೆ ಮೂಲ್ಯ ಜಂಟಿ 14 ಅತಿಯಾದ ನೇಯ್್ಗ ಯಿಿಂದ್ಗಿ ತ್ಟ್್ಟ ಯ ಅಿಂಚುಗಳು
ಎರಡೂ ತುದಿಗಳಲ್ಲಿ ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ (ನಿಮಿಷ. 10 ಮಿಮಿಲೇ ಕರಗುವುದಿಲಲಿ ಎಿಂದು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ .
ಉದ್ದ ).
15 ಪ್ಲಿ ಲೇಟ್ನು ಲ್ಲಿ ವೆಲಡ್ ನು ಟಲೇ ನಲ್ಲಿ ಯಾವುದೇ ಅಿಂಡಕ್ಬಟ್
9 ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ ಡ್ ಕ್ಲಸವನ್ನು ವೆಲ್ಡ್ ಪ್ಸಿಷನನ್ಬಲ್ಲಿ ಇಲಲಿ ಎಿಂದು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ .
ಲಂಬ ಸಾಥಾ ನದಲ್ಲಿ ಇರಿಸಿ.
16 ವೈರ್ ಬ್ರ ಷ್ ಮೂಲಕ ಮಣಿಯನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ.
10 ಆಕ್್ಬ ಅನ್ನು ಹೊಡೆಯಿರಿ ಮತು್ತ ಟ್ರ್್ಬ ಅನ್ನು
ನೇರವಾಗಿ ಕ್ಳಗಿನಿಿಂದ ಮೇಲಕ್ಕೆ ಸರಿಸಿ. 17 ಅಿಂಡಕ್ಬಟ್, ಸರಂಧ್್ರ ತೆ, ಅಸಮ ಮಣಿ ರಚ್ನೆ, ಪ್ಲಿ ಲೇಟ್ನು
ಅಿಂಚು ಕರಗಿದೆ, ಅಸ್ಪ ಷ್ಟ ತೆ ಮತು್ತ ಉತ್್ತ ಮ ಮಣಿ
11 0.8mm ಡಯಾ ತಾಮ್ರ ಲೇಪ್ತ್ವನ್ನು ಬಳಸಿಕೊಿಂಡು ಪ್್ರ ಫೈಲಾ್ಗ ಗಿ ವೆಲ್ಡ್ ಜಾಯಿಿಂಟ್ ಅನ್ನು ಪರಿಲೇಕ್ಷಿ ಸಿ.
ಮೂಲ್ಯ ಜಾಯಿಿಂಟ್ ಅನ್ನು ವೆಲ್ಡ್ ಮಾಡಿ. ಮೈಲ್ಡ್
ಸಿ್ಟ ಲೇಲ್ ಫಿಲಲಿ ರ್ ವೈರ್ ಮತು್ತ ಸಿ್ಟ ್ರಿಿಂಗರ್ ಬಿಲೇಡ್ ವೆಲ್ಡ್ ಿಂಗ್
ತಂತ್್ರ ವನ್ನು ಬಳಸುವುದು.
ಕೌಶಲ್ಯಾ ಅನುಕ್್ರಿ ಮ (Skill Sequence)
MS ಪ್್ಲ ಲೇಟನು ಲ್್ಲ ಮೂಲೆಯ ಕ್ಲೇಲುಗಳ ಹೊರಗಿನ ಫಿಲೆಟ್ ವೆಲ್್ಡ (Fillet weld outside
corner joints on MS plate)
ಉದ್್ದ ಲೇಶಗಳು: ಇದು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ
• ಲಂಬವಾದ ಸ್ಥಾ ನದಲ್್ಲ MS ಪ್್ಲ ಲೇಟನು ಲ್್ಲ ಹೊರಗಿನ ಮೂಲೆಯ ಜಂಟ ತಯಾರಿಸಿ ಮತ್ತು ಬೆಸುಗೆ ಹಾಕ್.
ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ ಿಂಗ್ ಪ್ಲಿ ಲೇಟ್್ಗ ಳು A ಮತು್ತ B ಅನ್ನು ಮೂಲ್ಯ ಟ್ರ್್ಬ ನಳಿಕ್ಯು ವೆಲ್ಡ್ ಸಾ್ಪ ಯಾ ಟ್ಗ್ಬಳಿಿಂದ
ಜಂಟಿಗ್ಗಿ ಅವುಗಳ ನಡುವಿನ ಕೊಲೇನವನ್ನು 90 ° ನಲ್ಲಿ ಮುಚಿಚಿ ಹೊಲೇಗಿರುವಾಗ ಆಿಂಟಿ ಸಾ್ಪ ಟ್ರ್ ಸ್್ಪ ್ರಿಲೇ ಅನ್ನು ಬಳಸಿ.
ಇಡಬೇಕು. ಇದನ್ನು ಮಾಡದಿದ್ದ ರೆ, ವೈರ್ ಫಿಲೇಡ್ ಅನಿಯಮಿತ್ವಾಗಿ
ಅಸಾಥಾ ಪ್ತ್ ಆಕ್್ಬ ಮತು್ತ CO ಗೆ ಕಾರಣವಾಗಬಹುದು
GMAW ವೆಲ್ಡ್ ಿಂಗ್ ಪ್ರ ಕ್್ರ ಯ್ಯು ಅನೇಕ ಕಲ್ಮ ಶಗಳನ್ನು ಎಿಂಬುದನ್ನು ಗಮನಿಸಿ2ಅನಿಲ ಹರಿವು
ತೆಗೆದುಹಾಕುವ ಸಾಮರ್ಯಾ ್ಬವನ್ನು ಹೊಿಂದಿಲಲಿ ವಾದ್ದ ರಿಿಂದ. ಏಕರೂಪವಾಗಿರುವುದಿಲಲಿ , ಇದು ವೆಲ್ಡ್ ಮತು್ತ ಸರಂಧ್್ರ ತೆಯ
ಗಿರಣಿ ಪ್ರ ಮಾಣದ, ತುಕುಕೆ , ಬಣ್ಣ , ತೈಲ ಅರ್ವಾ ಗಿ್ರ ಲೇಸ್ ಪ್ಲಿ ಲೇಟ್ ವಾತಾವರಣದ ಮಾಲ್ನಯಾ ವನ್ನು ಉಿಂಟ್ಮಾಡುತ್್ತ ದೆ.
ಮೇಲ್್ಮ ರೈಯನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಲು ಬಹಳ ಮುಖಯಾ .
ಅಗತ್ಯಾ ವಿರುವ ಮಣಿ ನಲೇಟ್, ಬಲವಧ್್ಬನೆ ಮತು್ತ
ಎತ್್ತ ರವನ್ನು ಪಡೆಯಲು ಟ್ರ್್ಗ ್ಬ ಏಕರೂಪದ ಪ್ರ ಯಾಣದ
ವೇಗವನ್ನು ಕಾಪಾಡಿಕೊಳಿಳಿ .
CG & M : ವೆಲ್್ಡರ್ (NSQF - ರೀವೈಸ್ಡ್ 2022) - ಅಭ್ಯಾಸ 1.5.81 227